林浚铭1,吴小龙2,吴璐超1,黎炜1,官宝红1
(1.浙江大学环境工程系,浙江杭州310058;2.建德市水务有限公司,浙江杭州311600)
摘要:以活性污泥混合木屑为原料制备生物质燃料,考察成型压力、物料含水率和活性污泥占比对生物质燃料的抗破碎强度和松弛密度的影响,并研究生物质燃料的燃烧特性。研究结果表明:生物质燃料的抗破碎强度和松弛密度均随着成型压力和活性污泥占比的增大而增大,物料含水率控制在15%~20%较为合适;成型压力和物料含水率对生物质燃料的抗破碎强度有显著影响,而成型压力和活性污泥占比对生物质燃料的松弛密度有显著影响;活性污泥的燃烧过程可分为水分析出、挥发分燃烧及无机盐分解3个阶段,木屑的燃烧过程可分为水分析出、挥发分析出及剩余挥发分和固定碳燃烧3个阶段;生物质燃料的燃烧过程因活性污泥占比的多少而有所差异。生物质燃料的综合燃烧性能随着木屑占比的增加而逐渐提高,活性污泥的加入可以改善生物质燃料的着火性能,合理的活性污泥混合木屑工艺和配方能够制备出燃烧性能较好的生物质燃料。
0引言
城镇污水厂排放的剩余活性污泥属于量大面广的有机固体废弃物,我国已出台多项针对活性污泥处理与处置的政策、规范和标准。2015年4月发布的《水污染防治行动计划》明确规定,现有活性污泥处理设施应于2017年底前基本完成达标改造,地级及以上城市活性污泥无害化处理率应于2020年底前达到90%以上。目前,我国城镇污水厂的活性污泥的处理方法主要有填埋法、土地综合利用法和焚烧法。污泥填埋法受制于选址和填埋容量;土地综合利用法常受到污泥中病原菌、毒害性有机物和重金属的限制;焚烧法处理彻底,但投资大、运行成本偏高。剩余活性污泥中含有大量有机质,我国大中型污水厂的活性污泥干基的热值可达5844~19303kJ/kg,是数量可观的可利用能源[1]。将活性污泥与煤、生物质等辅助燃料以适当的比例掺混,压制成具有一定形状和机械强度、可在工业锅炉中稳定燃烧的燃料,不仅可以大量消纳活性污泥,还能够做到较高附加值的资源化利用。
文献[2]将造纸污泥、煤粉和塑料混合制备活性污泥衍生燃料,实现了工程化应用。文献[3],[4]采用半干法(活性污泥干化至含水率为40%~50%)制备生物质成型燃料。文献[5],[6]采用湿法成型工艺,将活性污泥(含水率为60%~90%)与秸秆等生物质或煤粉混合并压制为成型燃料。文献[7],[8]采用干法制备棒状活性污泥生物质燃料。文献[9]研究了干法制备的生物质颗粒的燃烧性能。活性污泥干法成型技术的显著优点是成型燃料的力学性能和燃烧性能较佳,且适用于现有的生物质成型设备,较容易推广应用。
目前,国内生物质燃料干法成型工艺及生物质燃料燃烧特性的研究多以秸秆、木屑和其它农林废弃物为主,而以活性污泥和木屑作为原料,系统地研究干法成型工艺及其成型燃料燃烧性能的报道较少。因此,本文以北京市《生物质成型燃料》(DB11/T541-2008)为对照标准(以下称“标准”),考察成型压力、物料含水率和活性污泥占比对生物质燃料力学性能的影响,并研究生物质燃料的燃烧特性,以期为活性污泥能源化利用提供一条简单可行的途径。
1材料与方法
1.1材料
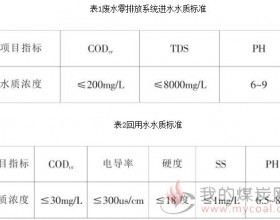
活性污泥取自浙江省建德市城东污水处理厂污泥脱水车间,木屑取自某生物质燃料公司。原料(原料为绝干,默认水分含量为零)的工业分析和热值分析结果如表1所示。
1.2方法
1.2.1实验方法
实验前对原料进行干燥粉碎处理,筛选粒径为0.5mm以下的颗粒,采用喷雾器喷水的方法将筛选后的原料配置成所需含水率。成型实验采用FYS-15G型台式手动粉末压片机(天津思创精实科技发展有限公司)。该压片机的压力为0~15t,成型模具的内径为10mm,高为50mm。原料在破碎机中高速搅拌10s使其混合均匀,准确称取1.0g混合均匀的原料放入成型模具中,通过压杆施加压力,到达所需压力之后保持当前压力30s,取出成型燃料进行力学性能测试。
1.2.2测试和分析方法
松弛密度:将成型燃料置于塑封袋中,3d后用游标卡尺测量成型燃料的尺寸并称其重量,从而计算其松弛密度,每组实验重复3次,取3次实验的平均值。本实验制备的成型燃料为颗粒状(截面直径D≤25mm),根据标准,松弛密度须大于1.0g/cm3。
抗破碎强度:将成型燃料从2m处自由下落到平坦的水泥地面上,重复跌落5次,测量跌落5次后的成型燃料占原成型燃料的质量百分数,每组实验重复3次,取3次实验的平均值。根据标准,抗破碎强度须大于95%。
燃烧特性:称取约10mg样品(样品均在105℃烘干2h后储存备用)置于德国耐驰STA409PC型热重分析仪的氧化铝坩埚中,程序升温速率为20℃/min,温度为30~900℃,吹扫气体O2和保护气体N2的流速均为20mL/min。
热值:称取约1.000g样品置于上海密通机电MTZW-A4型全自动量热仪的氧弹中,充氧后测量样品的热值。
钙离子浓度:称取约0.150g样品,然后加入6mL硝酸、2mL盐酸和3mL氢氟酸,经微波消解定容至100mL,过0.45μm滤膜后,使用日本岛津AA6300型原子吸收分光光度计测试钙离子浓度。
着火温度Ti:采用TG/DTG法确定试样的着火温度[10]。
燃尽温度Th:将试样失重占可燃质总失重的98%时对应的温度定义为燃尽温度。
2结果与讨论
2.1生物质燃料成型工艺参数优化
2.1.1成型压力
成型压力是生物质燃料成型的重要因素,当物料含水率为15%、活性污泥占比为50%时,成型压力对成型生物质燃料的抗破碎强度和松弛密度的影响如图1所示。
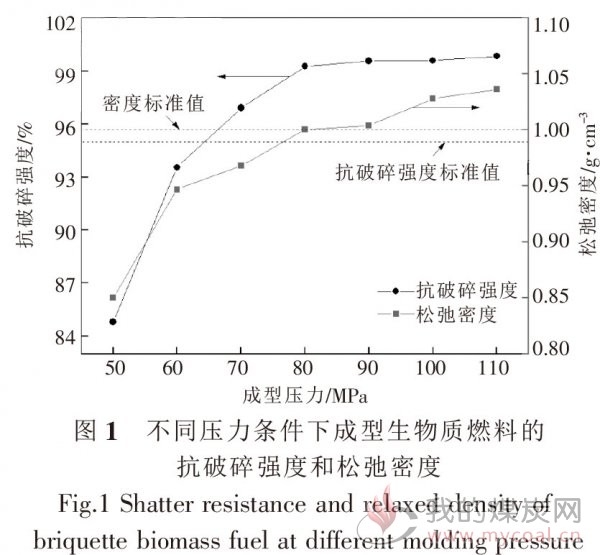
从图1可以看出,当成型压力由50MPa升至80MPa时,成型生物质燃料的抗破碎强度和松弛密度均大幅度上升。这是因为在燃料成型初期,原料中的空气和水分在成型压力的作用下被排出,原料的间隙和体积不断减小,形成密实的整体。随着成型压力的继续增大,原料中的绝大部分空隙已被填充完毕,成型生物质燃料的抗破碎强度和松弛密度基本保持稳定。当成型压力为80MPa时,成型生物质燃料的抗破碎强度和松弛密度分别为99.84%和1.00g/cm3,已满足标准的要求。
2.1.2物料含水率
在生物质燃料成型过程中,存在最佳含水率,原料中的水分在成型过程中主要起到粘结和润滑的作用,有助于减小颗粒间的摩擦,促进颗粒在压力作用下的相互结合[11]。当含水率过低时,颗粒间的摩擦力较大,导致颗粒不能充分扩展和流动,使得颗粒无法紧密结合;相反,当含水率过高时,颗粒能够较好地扩展和流动,原料中多余的水分在成型压力的作用下被挤出并散布于颗粒间,导致颗粒不能紧密啮合。当成型压力为80MPa、活性污泥占比为50%时,物料含水率对成型生物质燃料的抗破碎强度和松弛密度的影响如图2所示。
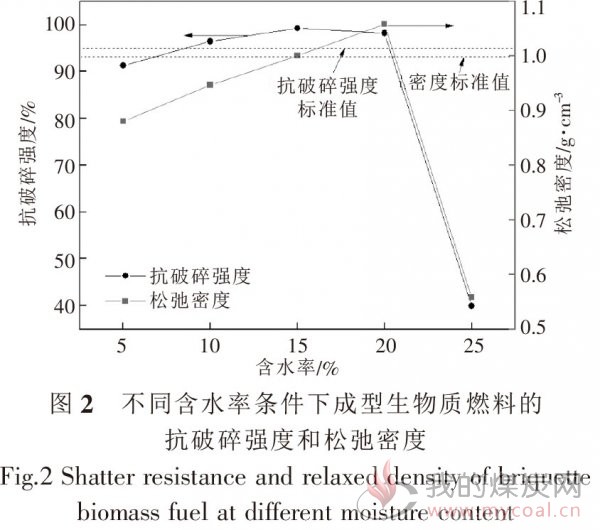
由图2可知,成型生物质燃料的抗破碎强度和松弛密度均随着物料含水率的提高而呈现出先升高后降低的变化趋势,当物料含水率为15%和20%时,均能取得较好的成型效果,成型生物质燃料的抗破碎强度分别为99.27%,98.22%,松弛密度分别为1.00,1.05g/cm3,均满足标准的要求。但是,进一步提高物料含水率至25%时,成型生物质燃料的抗破碎强度和松弛密度均急剧下降,这意味着成型生物质燃料的力学性能快速恶化。
2.1.3活性污泥占比
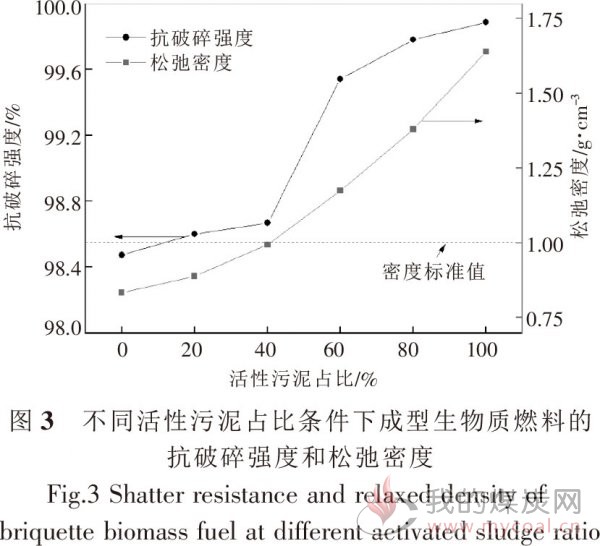
在常温成型过程中,木屑不具有粘结性,木屑颗粒间的嵌合作用较弱,而活性污泥相对细密紧实,孔隙率小,具备较好的粘结性,添加活性污泥可以提高成型生物质燃料的力学性能。当成型压力为80MPa,物料含水率为15%时,活性污泥占比对成型生物质燃料的抗破碎强度和松弛密度的影响如图3所示。从图3可以看出,成型生物质燃料的抗破碎强度和松弛密度与活性污泥占比呈正相关。但是,由于活性污泥的热值较低,大量活性污泥的加入必然会降低成型生物质燃料的热值。当活性污泥占比为40%时,成型生物质燃料具有较高的热值,且成型生物质燃料的抗破碎强度和松弛密度满足标准的要求,因此,活性污泥占比为40%时较为合适。
2.1.4正交分析
根据单因素实验结果来设计正交试验,选择成型燃料的力学性能基本满足标准要求的成型参数。其中:成型压力为60,70,80MPa;物料含水率为10%,15%,20%;活性污泥占比为40%,60%,80%;按正交表L9(34)进行实验,每组重复3次,结果取3次实验数据的平均值。实验结果见表2。
采用方差分析法考察各因素影响的显著性,成型燃料的抗破碎强度和松弛密度的方差分析结果见表3。对于抗破碎强度,成型压力和物料含水率的影响较显著,活性污泥占比的影响不显著,影响因素的重要程度为成型压力>含水率>活性污泥占比;对于松弛密度,活性污泥占比的影响极显著,成型压力的影响较显著,而物料含水率的影响不显著,影响因素的重要程度为活性污泥占比>成型压力>含水率。
2.2生物质燃料的燃烧特性
2.2.1生物质燃料的TG-DTG分析
活性污泥燃烧的TG-DTG曲线如图4所示。
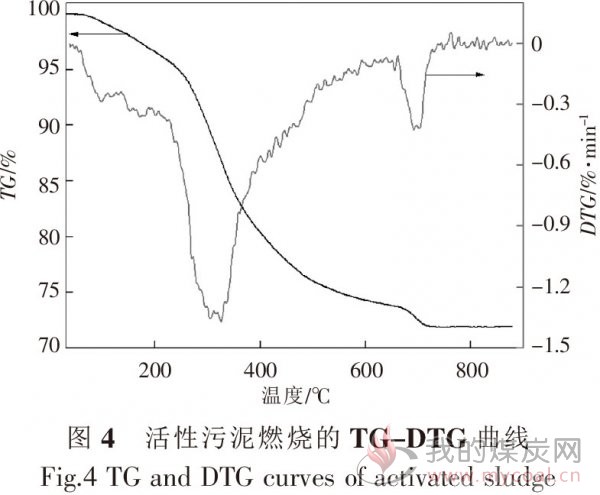
从图4可以看出,活性污泥的燃烧过程主要有3个阶段,其中,第一阶段(40~180℃)为活性污泥中自由水、结合水和少量轻质挥发性有机物析出的过程;第二阶段(180~660℃)为主要挥发分的析出和燃烧过程。活性污泥中的挥发分较为复杂,在燃烧过程中往往会出现两个失重峰,分别是脂肪类等较易分解的挥发分的析出与燃烧以及蛋白质、糖类、木质素等难分解挥发分的析出与燃烧,而图4中仅有一个温度范围较广的失重峰,可能是因为作为活性污泥脱水调理剂的CaO具有一定的催化作用,在燃烧过程中能将活性污泥中部分较难分解的有机物转变为易于分解的有机物,从而导致失重峰重叠[12]。第三阶段(660~740℃)为无机盐分解阶段。由于活性污泥在调理过程中加入了CaO,一部分CaO与活性污泥中的水反应生成Ca(OH)2,Ca(OH)2与CO2反应生成CaCO3,此外,在活性污泥的干燥过程中Ca(OH)2也会与空气中的CO2反应生成CaCO3。在温度为677~877℃时CaCO3可分解产生CaO,而Ca(OH)2的分解可分为两个阶段,对应的分解温度分别为403~480,605~700℃,其中,92.0%的失重位于第一阶段[13]。实际测得活性污泥中的Ca含量为1.04%,若全部以CaCO3的形式存在,则活性污泥中CaCO3的含量应该为2.59%;若全部以Ca(OH)2的形式存在,则活性污泥中Ca(OH)2的含量应该为1.92%,而活性污泥在660~740℃的失重量为2.03%,综合分解温度和Ca含量判断,第三阶段以碳酸钙的分解为主,也可能存在Al2(CO3)3等其他碳酸盐类的分解。总的来说,活性污泥的燃烧过程主要受挥发分的析出和燃烧阶段控制,而燃烧阶段的划分和失重峰的位置因活性污泥的性质不同而有所变化。
木屑燃烧的TG-DTG的曲线如图5所示。
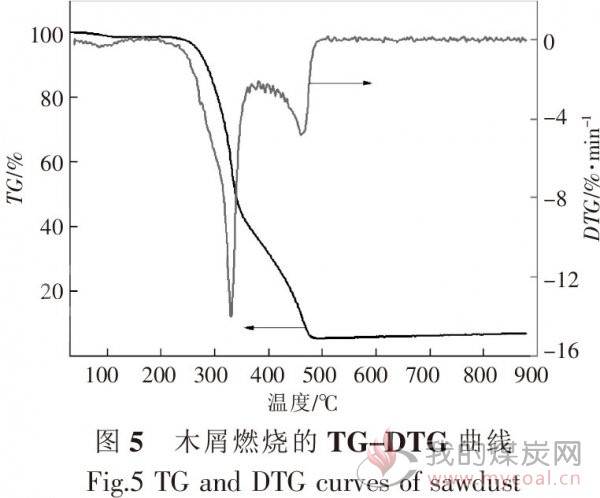
从图5可以看出,木屑的燃烧过程同样分为3个阶段,其中,第一阶段(40~180℃)为木屑中自由水和结合水析出的过程;第二阶段(180~390℃)为主要挥发分的析出和燃烧过程,该阶段的最大失重速率为13.8%/min,出现在330℃。而活性污泥的最大失重速率仅为1.38%/min,由此说明,失重速率与原料中有机物的含量密切相关,失重速率越高,表明原料中的有机质含量越多,燃烧得越快。该阶段的失重主要是由半纤维素、纤维素以及部分木质素等挥发分的析出和燃烧造成的。第三阶段(390~495℃)为残余挥发分和固定碳的燃烧过程。与活性污泥的失重过程相比,木屑的失重过程主要出现在低温区域且失重温度区间较窄。由此说明,木屑中挥发性有机物的化学键比活性污泥弱,且有机物的种类较为简单。
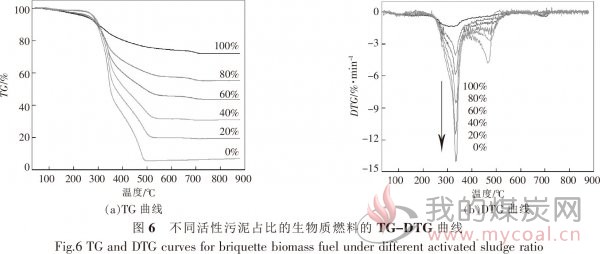
不同活性污泥占比的生物质燃料燃烧的TG-DTG曲线如图6所示。从图6可以看出:不同活性污泥占比的生物质燃料的燃烧过程均存在少量水分及轻质挥发性有机物的析出阶段,即燃烧的第一阶段(40~180℃);随着活性污泥占比的不断减少,木屑占比的不断增加,生物质燃料燃烧的第二阶段(180~390℃)的最大失重速率不断增加,且最大失重速率对应的温度由活性污泥占比为100%时的322℃升高至活性污泥占比为80%时的332℃,继续降低活性污泥占比至0%,该温度基本保持稳定,表明木屑的添加略微改变了该阶段的燃烧过程,并且该阶段的燃烧可能由木屑中的低温挥发分所主导。当活性污泥的占比为60%~100%时,并未出现生物质燃料燃烧的第三阶段,即残留挥发分和固定碳的燃烧阶段;当活性污泥的占比降低至40%时,生物质燃料燃烧的TG-DTG曲线开始出现较弱的失重峰,继续降低活性污泥的占比,峰值逐渐增大,但是,最大失重速率所对应的温度却略微变小,可能是因为活性污泥中的某些组分(如一些金属氧化物)抑制了木屑中难分解有机物以及固定碳的析出与燃烧[14]。除了活性污泥占比为0以外的其他生物质燃料均有无机盐的分解阶段,并且随着活性污泥占比的降低,失重峰峰值逐渐降低,表明生物质燃料中的无机盐含量不断减少。
2.2.2生物质燃料的燃烧性能
对不同活性污泥占比的生物质燃料的TG-DTG曲线进行分析和处理可以得到成型生物质燃料的着火温度、燃尽温度、可燃性指数以及综合燃烧性能指数(表4)。
着火温度反映了燃料着火以及燃烧初期反应进行的难易程度,着火温度越低表明燃料越容易点燃、着火性能越好。由表4可知,活性污泥的着火温度为246℃,木屑的着火温度为298℃,成型生物质燃料的着火温度(283~298℃)随着活性污泥占比的减少而逐渐升高。成型生物质燃料的着火温度与其所含挥发分的种类密切相关,活性污泥中的挥发分以脂肪类、蛋白质和糖类为主,且活性污泥中的CaO能够将难分解挥发分转变为易分解挥发分,促使活性污泥的着火温度降低[15]。木屑中的挥发分以较难分解的纤维素、半纤维素和木质素为主,因此,木屑的着火温度相对较高。随着活性污泥占比的增加,成型燃料的着火温度越来越低,这是因为活性污泥的挥发分可在较低的温度大量析出并燃烧,从而改善了成型生物质燃料的着火性能。
燃尽温度是反应燃料燃尽特性的重要参数,燃尽温度越低表明燃料越容易燃尽,反之燃料较难燃尽。由表4可知,成型生物质燃料的燃尽温度随着活性污泥占比的增加而不断升高,表明木屑比活性污泥更易燃尽,这是因为活性污泥中含有难以燃烧的有机物和无机盐。
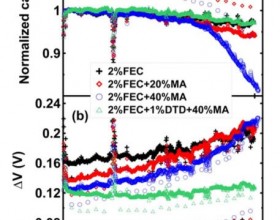
着火温度虽然可以较为直观地反映燃料燃烧过程中的着火特性,但不足以反映燃料燃烧前期的反应能力,因此,引入可燃性指数C的概念,定义C=(dw/dt)max/Ti2。可燃性指数越高,表明燃料的着火稳定性越好。从表4可以看出,可燃性指数与木屑占比呈正相关,与着火温度呈负相关,这是因为燃料的着火性能不仅与燃料所含挥发分的种类有关,还与挥发分的含量有很大关系。木屑中的挥发分含量为活性污泥的3.37倍(表1),且最大失重速率为活性污泥的10倍,因此,木屑的着火过程较为稳定。可燃性指数表明,随着活性污泥占比的增加,成型生物质燃料的着火稳定性变差。
为全面评价成型生物质燃料的燃烧情况,采用综合燃烧性能指数SN来考评燃料的燃烧性能,定义SN=(dw/dt)max·(dw/dt)mean/(Ti2·Th)。综合燃烧性能指数反映了污泥从着火到燃尽整个过程的燃烧情况,综合燃烧性能指数越大,燃料的燃烧性能越好。随着木屑含量的增大,燃料的综合燃烧特性指数逐渐增大,表明木屑的添加改善了成型燃料的总体燃烧性能。
3结论
以活性污泥和木屑为原料,经过一定的成型工艺,能够制备出符合《生物质成型燃料》(DB11/T541-2008)要求的生物质成型燃料。本文对活性污泥和木屑的配比以及成型参数对生物质成型燃料的力学性能和燃烧性能的影响进行了研究,得出以下结论。
①成型压力、活性污泥占比和物料含水率对生物质燃料的成型效果有较大影响。从燃料的成型效果和活性污泥的热值利用方面进行综合考虑,成型压力应该高于80MPa,活性污泥的含量以40%较为合适,物料含水率宜控制在15%~20%。
②对于抗破碎强度,成型压力和物料含水率的影响较显著;对于松弛密度,成型压力的影响较显著,活性污泥占比的影响极显著。在成型过程中,要综合考虑工艺参数,使成型生物质燃料的力学指标符合有关标准。
③活性污泥的燃烧过程分为水分析出,脂肪类、蛋白质、糖类、木质素等挥发分的析出和燃烧以及无机盐的分解3个阶段;木屑的燃烧过程分为水分析出,半纤维素、纤维素、部分木质素的析出和燃烧以及残余木质素和固定碳的燃烧3个阶段。成型生物质燃料的燃烧阶段划分依赖于活性污泥占比,不同活性污泥占比的成型生物质燃料均有水分析出阶段、低温挥发分的析出和燃烧阶段、无机盐的分解阶段;活性污泥占比不大于40%时,具有残留挥发分以及固定碳的析出和燃烧阶段。
④适量的活性污泥占比能够改善成型生物质燃料的力学性能,而且活性污泥的挥发分可在较低的温度大量析出并燃烧,从而改善成型生物质燃料的着火性能,但是,成型生物质燃料的可燃性指数和综合燃烧性能指数却与活性污泥的占比呈负相关。因此,要综合考虑活性污泥占比,使得成型生物质燃料具备合理的燃烧特性。