钟海见
浙江省特种设备检验研究院
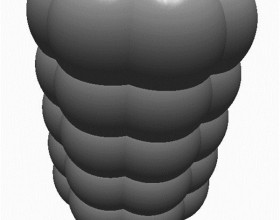
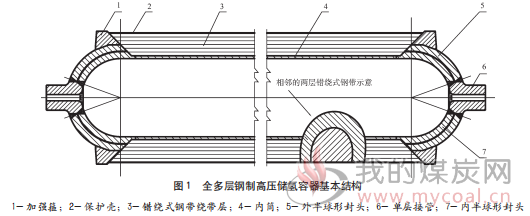
全多层钢制高压储氢容器是我国自主研发、设计的产品,具有压力高、体积大、抑爆抗爆功能、缺陷分散、氢气泄漏可在线监测以及制造经济简便等优点。该容器基本结构如图1所示,具有单层、双层和多层等多种形式,其中封头是由内外层均为半球形的双层结构与单层的接管锻件对接焊接而成。由于容器结构的特殊性,容器制造完成后难以进入容器内部开展检验,仅能进行外检测。外检测常用的无损检测方法主要有射线检测、超声检测、磁粉检测和渗透检测,其中,磁粉检测和渗透检测无法探测出容器内部缺陷;常规射线检测不仅穿透力不够,且对厚壁容器面积型缺陷检测灵敏度较低;超声检测具有操作方便、分辨率高、成本低、适应面广、对厚壁容器面积型缺陷检测灵敏度较高等优点,但不能检测多层容器中间层及内层缺陷,对单层的接管锻件与半球形封头对接焊缝检测也受结构形状限制只能检出局部缺陷。以上检测现状导致了现有的无损检测方法和装置难以检测该类容器在使用过程中产生的缺陷。
笔者在综合考虑全多层钢制高压储氢容器失效形式基础上,开展内外部多种检测手段有机结合的缺陷检测方法与设备的研究,提出了一种内置式曲面耦合超声相控阵检测方法,解决了锻件与半球形封头对接焊缝缺陷检测关键技术难点。通过对含缺陷试块进行检测并结合CIVA软件对声场的仿真结果,验证了该方法检测埋藏缺陷和表面裂纹的有效性,在此基础上提出容器定期检验方法。通过试验研究,笔者提出的定期检验方法,可有效检出容器在使用过程中产生的缺陷,保证容器的使用安全。
1失效形式分析
压力容器定期检验的基本目的就是防止压力容器失效事故发生,特别是危害性最严重的破裂事故,因此,压力容器定期检验时应对可能引起安全事故的失效方式进行全方位的分析,针对性地制定检验方案,将有可能引起容器安全事故的缺陷及时检出和消除,从而确保容器的使用安全。全多层钢制高压储氢容器结构比较复杂,整个筒身内筒为316L不锈钢,其余厚度由多层低合金钢钢板制成,容器周身无深环焊缝,且绕带层与容器封头采用相互错开的阶梯状斜面焊缝代替传统的对接焊缝,不仅增大了焊缝承载面积、提高了焊缝结构的可靠性,而且实现了筒体与封头应力水平的平滑过渡。内、外半球形封头采用厚度相近的整块低合金钢钢板冲压而成,半球形封头外套有加强箍,使与筒体连接处的应力水平大幅降低,同时封头与加强箍焊缝部位具有足够的强度,不会成为连接结构的薄弱点。容器的双层封头结构和带有保护壳的钢带错绕筒体结构为实现区域全覆盖的氢气泄漏在线监测提供了条件。当有泄漏发生时,信号显示、报警仪会显示大致的泄漏位置,并发出声、光报警。根据上述容器的结构和功能,其在使用过程中可能发生的失效形式主要有以下三种:
1.1超压爆破失效
压力容器在内压作用下,产生的一次薄膜应力达到所用材料的抗拉强度极限时就会发生容器超压爆破失效,对全多层高压氢气储罐而言,只有以下两种情况下会发生容器超压爆破失效:当内压达到其爆破压力或者材料性能劣化使承压能力严重下降时(如氢脆)。考虑到全多层高压氢气储罐具有未爆先漏特点,同时容器内胆采用的是耐氢脆材料,因此,这两种情况发生的概率很小。
1.2疲劳破坏
失效全多层钢制高压储氢容器在使用时会反复进行充氢和放氢,受到交变载荷的作用,容器有可能发生疲劳破坏失效。由于全多层钢制高压储氢容器独特的结构,即使发生疲劳破坏,只要疲劳裂纹不发生在半球形封头与单层接管连接的对接焊接接头上,内筒和内半球形封头的失效形式也只会是“只漏不爆”,而不会像单层高压容器那样发生整体脆性破坏。但若疲劳裂纹发生在半球形封头与单层接管连接的对接焊接接头上,则裂纹会扩展至焊缝外表面从而使容器破裂,导致氢气直接泄漏从而造成安全事故,因此半球形封头与接管连接的对接焊缝的质量检测是容器使用安全的重要环节。只要对接接头的焊接质量能够保证,全多层钢制高压储氢容器发生工作压力下内筒破坏的可能性很小,即使发生了,其失效形式只会是“只漏不爆”,且在泄漏刚发生时就能自动报警,进而采取相应应急措施便可以避免事故的发生。
1.3泄漏失效
氢气是很容易泄漏的介质。由于腐蚀、疲劳、焊接缺陷或密封垫圈损坏等原因会发生氢气泄漏失效,从而造成燃烧和爆炸等事故。由于全多层钢制高压储氢容器泄漏点很少,最大可能的泄漏点是接管座密封面,其他双层和多层部位的泄漏可以通过泄漏孔实现自动报警。
2定期检验项目
在用压力容器定期检验的性质不仅仅是预防,还包含有预测的成分,预测压力容器使用中可能产生的缺陷种类和易发生部位,从而在检验项目、方法、比例、重点部位等方面做出正确的选择。笔者在对容器失效形式进行全方位分析的基础上,结合TSG21—2016《固定式压力容器安全技术监察规程》和TSGR7001—2013《压力容器定期检验规则》要求,认为全多层钢制高压储氢容器的定期检验项目,应包括资料审查、宏观检验(外部宏观检查、内部内窥镜检查)、壁厚测定(外壳)、缺陷检测(表面缺陷检测、埋藏缺陷检测、多方法超声检测)、紧固件检测、安全附件和报警装置检验、泄漏性试验等项目,必要时可进行耐压试验和声发射检测。除常规项目外,针对该全多层钢制高压储氢容器的特殊检验项目有:
2.1埋藏缺陷检测
容器接管锻件与半球形封头对接焊缝埋藏缺陷检测是定期检验关键项目,因为该部件是单层结构,缺陷扩展会产生容器破裂,而其他部位是双层或多层结构,单层缺陷不会产生整体容器破裂。鉴于其结构特殊,宜采用多种方法(常规超声检测、超声相控阵检测)对该焊缝进行检测。但常规超声检测只能检测球型封头外层焊缝缺陷,难以检出对容器危害最大的内表面疲劳裂纹,这主要是因为球型封头为双层结构,在球型封头外表面检测时,由于声束被层板中间空隙挡住,无法检测内层板焊缝缺陷。笔者通过试验研究提出了内置式曲面耦合超声相控阵检测方法,解决了该焊缝埋藏缺陷检测的关键技术难题。
2.2报警装置检验
报警装置检验是全多层储氢用钢带错绕式容器定期检验的重要内容。定期检验时应检查信号孔有无漏气、管路是否通畅、防静电接地装置电阻是否符合要求、传感器探头是否校验合格、报警仪是否能正常报警等。
2.3耐压试验和声发射检测
定期检验过程中,使用单位或者检验机构对容器的安全状况有怀疑时,可进行耐压试验。耐压试验时可结合声发射检测,以判断容器是否存在活性缺陷。声发射检测在升压、保压过程中进行,用声发射检测系统接收、鉴别、处理、显示、记录和分析声发射源的位置及声发射特性参数;按标准NB/T47013.9—2012《承压设备无损检测第9部分:声发射检测》确定源的活度和强度等级,再确定源的综合等级;根据声发射源的综合等级和设备的实际情况确定是否需要常规方法复验。
3内置式曲面耦合超声相控阵检测方法
由于结构形状的限制,采用容器外表面常规超声检测无法保证接管与半球形封头对接焊缝疲劳裂纹及其他埋藏缺陷的有效检测,因此需要将超声相控阵探头放入直径φ40或更小尺寸的封头接管深孔中进行检测,但常规相控阵探头难以进入φ40以下的接管内,且存在小曲率凹面声耦合、检测声程大、奥氏体不锈钢焊缝晶粒粗大等多重困难,使得现有的相控阵技术很难实现对焊缝及其热影响区缺陷或损伤的有效检出。由此,笔者通过试验研究提出了内置式曲面耦合超声相控阵检测方法,其检测原理示意图如图2所示。
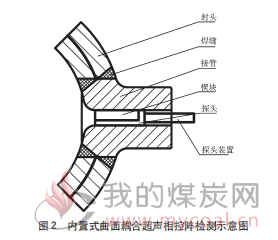
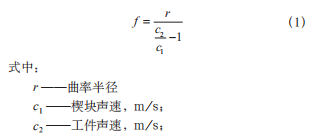
相控阵探头上安装有与接管曲率相匹配的透声楔块,伸入接管内进行检测,由于透声楔块界面波的存在,缺陷回波响应很可能与界面波响应在同一位置重叠,造成干扰,为此采用多种楔块来避开原重叠位置,以获取全面的缺陷响应;相控阵轴向采用中心聚焦或偏转聚焦,聚焦提高了超声在强衰减奥氏体不锈钢中的回波响应,可获得更高的检测精度,而偏转则使得探头在到达接管底部后,能够以倾斜方向检测封头对接焊缝焊接质量。不同的聚焦方式适用于不同类型缺陷的检测,中心聚焦可用于检测焊缝的埋藏缺陷,偏转聚焦则主要用于检测内表面的表面裂纹,并兼顾埋藏缺陷的检测。相控阵检测周向采用声透镜聚焦,针对小孔的内检测,其检测面相当于柱面凹透镜,当c1<c2时聚焦,其焦距f为:
此外,透声楔块的声阻抗与所用耦合剂相匹配,其声强透射率T可简化为:
笔者利用CIVA对奥氏体不锈钢中钻孔缺陷的检测进行仿真研究,选取32个阵元作为检测的动态孔径,阵元长度10mm、宽度0.9mm、间距1.0mm,工作频率为5.0MHz。超声相控阵轴向和周向声场的仿真结果如图3所示,其中轴向平面由于相控阵直接聚焦,产生的声场较强,而周向声场则依靠上述楔块声速和曲面耦合的特性也获得了一定程度的聚焦,可见所选择的检测参数能够在试样内获得较好的聚焦效果。根据上述方法原理,研制了内置式曲面耦合超声相控阵探头装置(见图4)。

4试验研究
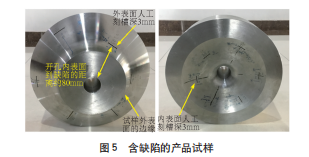
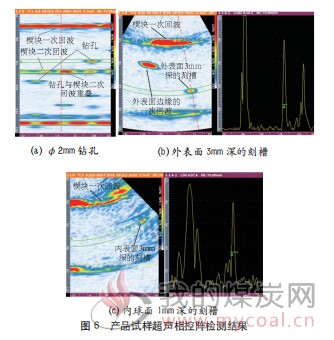
为验证内置式曲面耦合超声相控阵检测方法的检测效果,笔者依照实际产品的材料和尺寸规格,加工了模拟产品的含缺陷试样。由于检测重点为封头对接焊缝,而超声从探头发射后仅经过单层奥氏体不锈钢结构即可到达焊缝,焊缝后的双层结构对检测影响不大,因此将试样设计加工为单层结构。试样采用奥氏体不锈钢材料替代了焊缝材料,在焊缝位置内外表面开设了表面人工刻槽和钻孔,用于模拟内外表面的裂纹和埋藏体积型缺陷,试样照片如图5所示,其中钻孔为直径2mm的横向孔,人工刻槽厚约1mm、长20mm、深3mm,距离内表面约80mm。利用本文提出的检测方法对产品试样进行检测,检测仪采用定制的超声相控阵检测系统(ZJUSIUI),检测结果如图6所示。由检测结果可知,本文的检测方法与装置能够有效地检测出体积型缺陷和表面裂纹。
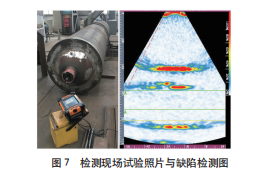
在产品试样检测试验研究基础上,笔者对制造完成的全多层钢制高压储氢容器进行现场检测,现场检测的试验照片与获得的缺陷检测图如图7所示,检测标准参考GB/T32563—2016《无损检测超声检测相控阵超声检测方法》,对相控阵检测得到的缺陷图谱,根据其形状、位置、A型波型特征,再对照焊缝RT底片,确定为焊缝中部位置的夹渣缺陷,经评定不影响容器的安全使用。
在解决封头上双层结构与单层接管结构连接处的厚壁对接焊缝埋藏缺陷检测难题的基础上,再结合资料审查、宏观检验、壁厚测定、磁粉检测、常规超声检测、紧固件检测、安全附件和报警装置检验、泄漏性试验等定期检验项目,可有效检出容器在使用过程中产生的缺陷,保证容器的使用安全。
5结论
1)根据全多层钢制高压储氢容器的结构和功能,其在使用过程中可能发生的失效形式主要有容器超压爆破失效、疲劳破坏失效、泄漏失效等三种。
2)通过容器失效形式的分析,接管锻件与半球形封头的对接焊缝缺陷检测是容器定期检验的重点和关键技术难点,现成的无损检测方法和检测装置难以满足检测要求。
3)通过试验研究提出了内置式曲面耦合超声相控阵检测方法,通过楔块的曲面耦合和声透镜聚焦,可有效地检测出接管锻件与半球形封头对接焊缝的体积型缺陷和表面裂纹。
4)在解决接管锻件与半球形封头对接焊缝缺陷检测难题的基础上,再结合资料审查、宏观检验、壁厚测定、磁粉检测、常规超声检测、紧固件检测、安全附件和报警装置检验、泄漏性试验等定期检验项目,可有效检出容器在使用过程中产生的缺陷,保证容器的使用安全。