为了确保胶带输送机井下安装顺利进行,在胶带输送机入井安装之前,应在地面检验其技术性能及配套参数的合理性,使安装人员熟悉和掌握操作技术及胶带输送机的结构性能,首先在地面进行组装,并对结构件进行编号后,按编号装车入井安装。
一、安装前的准备
1.参加施工人员应熟悉设备的结构、工作原理、操作程序、注意事项和有关的图纸资料;
2.按照制造厂的发货明细,对整机所有零部件及专用工具进行检查,确保完整无缺;
3.按照胶带输送机所配备的技术资料,对所有零部件进行质量、几何尺寸、形状检查,如有碰伤、变形、锈蚀,应修复和除锈;
4.实际施工场所应平坦,利于配件搬运,方便安装;
5.所有安装用的配件,大件用天车吊起装车,小件先集中装箱,然后用天车装车,起吊过程要严格按照《综采设备装卸车施工安全技术措施》中的有关规定进行,杜绝“三违”现象发生;
6.施工现场定出胶带输送机的中心线,并给出机头、机尾位置;
7.准备好安装工具及润滑脂。
二、地面装卸车、运输及井下运输安全技术措施
为确保地面装卸车运输及井下运输工作按期顺利进行,特制定以下安全技术措施:
1.装车方法
a.大件用天车直接装车,小配件及工具先装箱,然后装车,以防丢失;
b.地面装车必须有专人指挥,指挥人员必须带哨子和红绿旗;
c.起吊设备时,重物下及周围5米范围内,严禁有人作业、逗留或行走;
d.天车司机必须精力集中,服从指挥,并持证上岗。
2.卸车方法
a.汽车进入四角架下用两根φ15.5mm绳扣和S钩将零部件吊起;
b.部件吊起后下放至距轨面500mm时,先停止下放,将选择好的完好平板车用棕绳拉至部件正下方,并调好位置,然后下放配件,严禁用手直接推车;
c.部件装车后,用8#丝和绳扣捆绑结实,以防下运时部件下滑;
d.部件装入平板车时,必须保证部件重心与平板车重心重合,并偏离钩头50mm左右;
e.形状不规则的部件必须用方木垫稳、垫平;
f.夜间作业时,井口照明必须充足,地面卸车,车上不准有人,所有作业人员必须戴安全帽;
3.井下运输
a.运输路线
所有零部件自+1186车场,经L3215机巷绕道运往+1190石门。
b.运输方法
大件重车用电机车运输,每次只准挂一车,小件可串车运输,但串车不多于两车。
c.安全措施
1) 运输队对装车捆绑情况进行检查验收;
2) 当班值班电工对信号系统进行检查,发现问题和安全隐患及时处理和改正,并做好记录;
3) 当班值班道工对运输线路进行巡回检查,发现问题及时处理,并做好记录;
4) 电机车拉大件时,严格按章作业,电机车推车速度不得大于1m/s;
5) 所有工种必须使用熟练工,并持证上岗。
三、 安装程序及注意事项
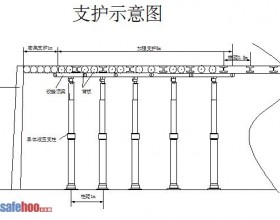
1.按照部件编号顺序将部件依次搬运到位,按安装中心线和机头、机尾位置安装机头部、中间架、机尾。
2.按安装中心线底板铺设皮带,并把接头接起来。(注:铺设皮带之前,将H架提前按3m间距摆放好。)
3.按照安装中心线安装中间架,并装好下托辊,间距为3m。
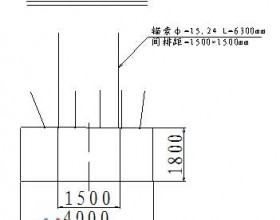
4.按1.5m间距安装绞接托辊。
5.调整托辊和中间架的位置,使其轴线和机身中心线垂直。
6.铺设上皮带,并连接皮带接头(皮带接头段的皮带暂不安装,待试转空电机、主、副传动滚筒等后再连接皮带)。
7.接上电源。
8.安装后,接头、机尾及滚筒的中心垂直线应在同一垂直面,整个机身要求直,各连接件的螺栓应紧固。
四、胶带输送机安装后的检查及试运转
1.试运转前的检查
1) 检查输送机是否平直;
2) 单台使用检查卸载滚筒、机尾滚筒、导向滚筒架安装的是否正确;
3) 检查绞接托辊和下托架是否正确,是否转动灵活;
4) 检查各部注油点是否有足够的注油量;
5) 沿输送机进行全面检查,是否有妨碍输送机胶带的运行和使胶带受损伤的杂物。
2.未安装胶带时的试运转
当机头、储带装置和电气设备全部装好后,先不安装胶带,进行空运转,检查减速器是否运转平稳,轴承温度是否正常,张紧装置工作性能是否良好。
3.装上胶带的空运转
1)胶带拉紧:在运转之前,张紧装置必须起动,给胶带足够的张力,以保证输送机在起动和运转中,胶带不会在传动滚筒上打滑,初张力靠胶带的悬垂度调整,先不要靠指示器调整;
2)运转时,全线各主要地点派人观察情况,发现胶带打滑、跑偏及其它不正常现象,立即停车进行调试;
3)胶带跑偏的调整:若胶带安装准确,胶带接头不直及各部件安装准确,则胶带跑偏另纠正;
a.中间架上的胶带跑偏,调整上托辊或者下托辊。例如:胶带向左跑偏,先从开始跑偏点,顺胶带运行方向,向前旋转左边的上托辊或下托辊,注意每个托辊调整量要少,调整托辊的个数要多;
b.滚筒处的胶带跑偏,借助调节螺栓来调整,每次调整后要让胶带在调整后的新情况下运转一段时间,看是否调整好,滚筒调整后必须紧跟着重新调节滚筒扫煤器;
4)调整胶带运转张力,在胶带运转正常后,可进行试验张紧装置的作用。让张紧装置先正转后反转,检查其作用。游动滑块与轨道要接触良好,否则滑块将扭转,致使胶带跑偏,调整满意后,调负荷传感器的拉力读数达到“Y-100”,压力表为50~55kg/cm2。
6) 在试运转中应注意减速器、电机后受力轴承温度和运转声音、电机电流等。
五、安全技术措施
1. 所有施工人员在施工前严禁喝酒,施工过程中必须精力集中,否则不准上岗。
2. 所有施工人员必须服从施工负责人的统一指挥,不得擅自行动。
3. 在设备吊用及装配过程中,对某些配合面必须采取特殊保护措施,以免碰坏,影响装配质量。
4. 组装和试运转过程中发现的问题及隐患及时处理,不可拖拉行事,以免造成事故。
5. 试运转工作应在组装完毕后认真检查确认无误后方可进行,不得边装边试。
6. 试运转过程中,不得在各运转设备上作业。
7. 对于试运转过程中出现的问题须处理时,必须停机断电后方可处理。
8. 施工过程中的停送电工作必须严格执行“停送电制度”,由负责人指定专人联系,不得采用其它方式,送电时要通知作业人员停止作业。
施工过程中的起吊、安装必须由施工负责人指定专人负责
我的煤炭网>新闻>煤安中心>煤安技术>+1190m石门皮带改造安装及调试的安全技术措施