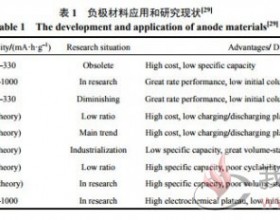
摘要
电池包作为新能源汽车的核心元件,其结构安全性的保证是新能源汽车在运行过程中必不可少的。本文对某型号电池包进行了挤压分析计算,分析过程中考虑到电池包装配模型的复杂性及Abaqus/Explicit模块中单元类型的局限性,采用C3D8R单元模拟焊点,避免了刚性单元模拟焊点时局部刚度过大以及严重依赖网格的弊端。
1前言
在高油价和低排放的双重背景下,发展新能源成为了低碳环保节能减排的必然选择,新能源汽车也得到了越来越多的关注。发展新能源汽车已经成为世界各国的共识,中国为实现“到2020年单位国内生产总值CO2排放比2005年下降40%~5%”的目标和汽车产业“弯道超车”的历史使命,将其列入七大战略性新兴产业之中。
蓄电池作为混动和纯电动车的动力来源之一,在整车上承担着重要的作用。而电池包壳体则起着保证电池组安全和正常工作的关键作用。为保证电池包系统的正常工作,GB/T中对电池包的挤压性能提出了要求。
本分析的目的就是通过计算机仿真的方法检验电池包是否可以满足国标对电池包挤压性能的要求。在动力驱动系统开发早期,对电池包的抗挤压特性进行合理的评估和改进可以减少设计周期,降低风险,保证电池包能满足安全性能的要求,同时保证零件的局部强度性能。
由于电池包里零部件众多,普遍采用的是点焊技术进行结构连接。焊点结构的特殊性对电池包结构强度、刚度均有很大的影响。
目前,主要的焊点处理方式有以下几种:
1)刚性连接法:该方法是在两个零部件连接部位建立刚性连接单元,可以采用六自由度或三自由度(只约束平动)的连接方式,使两个节点在被约束自由度上有相同的位移,这种连接方式会导致局部结构刚度偏大,局部连接区域会产生较明显的应力集中现象。
2)公共节点法:该方法是将不同零部件上对应的节点合并,相邻零部件在点焊处采用同一节点,这种连接方式对模型要求较高,对应节点位置相差不能太远,单元网格的质量要求比较高,且无法模拟焊点断裂的情况。
3)公共单元法:该方法是在点焊连接处建立三维单元来模拟焊点,并把该单元与相邻零部件Tie在一起。这种方法处理起来工作量比较大,但是精度较高,力和力矩通过实体单元来进行传递,更加符合实际工况。
2电池包挤压计算模型
电池包的挤压是采用半圆柱体对电池包外壳从X方向实施挤压,挤压距离控制在电池包该方向长度的30%,电池包的有限元模型如图1所示。
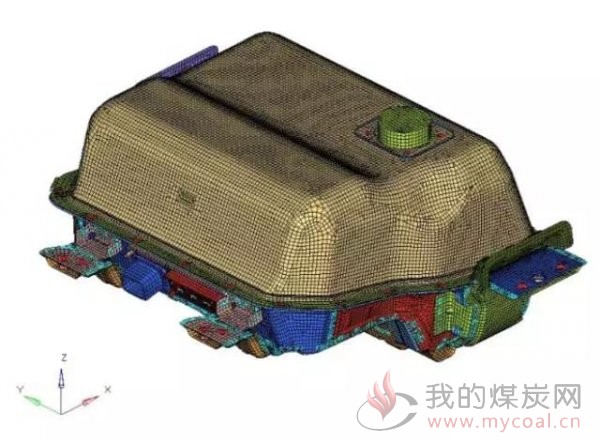
图1.有限元模型图
2.1边界条件
X方向的挤压模型如图2所示,电池包放置于支撑板和挤压板之间,以较小的速度来进行挤压,用准静态来模拟静态受力。
考虑到电池包前挤压面与后挤压面之间存在一个高度差,在挤压过程中会产生一个转矩,导致电池包在挤压过程中翻转,并且随着电池包的翻转,高度差会增加,从而产生更大的转矩。因此,需要在电池包翻转初期对其进行控制,限制住电池包在挤压过程中不符合实际的移动变形。
依据ZMP(zeromomentpoint)理论[10],电池包所受到的合力(外力、惯性力、重力)的延长线的交点称为ZMP,当ZMP位置位于电池包与支撑板接触范围内时,电池包将不会产生翻转。假设接触面的Z向位置为0,且准静态不考虑惯性力,则ZMP位置表达式为:
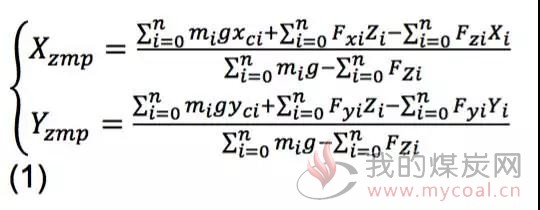
由于在本次计算中,Y向没有不平衡力矩,因此只需要调整ZMP的X坐标。为了尽可能小的约束模型,同时达到抑制电池包在挤压中翻转的问题,采用刚度较小的SPRINGA单元连接电池包前端位置,如图3所示,其刚度的简略计算公式如下:
ReactionForce∗HeightDifference=SpringForce∗PackageLength(2)
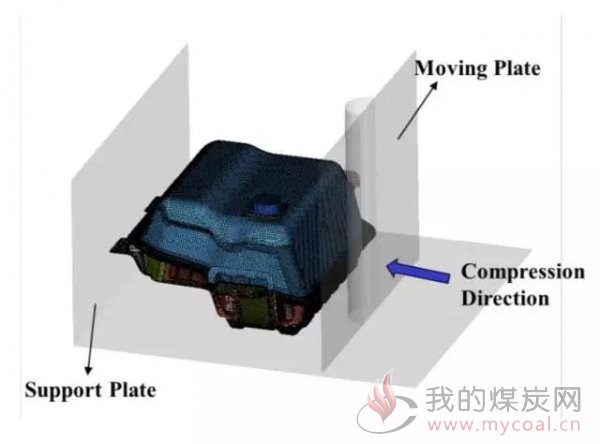
图2.电池包X方向挤压模型
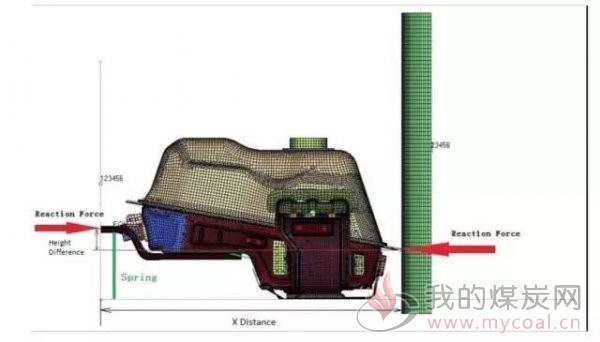
图3.电池包受力分析图
3焊点模型
首先先导入焊点几何位置,并在焊点位置建立ACM焊点,得到该位置焊点的有限元模型,如图4所示。
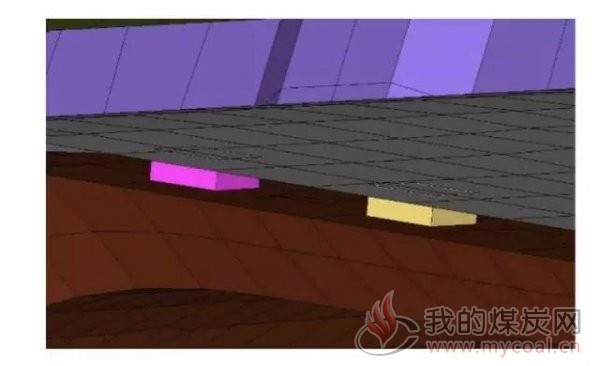
图4.电池包焊点模型
目前,Dcoup3D单元类型目前只支持应用于Abaqus/Standard中,其关键字如下:
*ELEMENT,TYPE=DCOUP3D,ELSET=name
ElementID,NodeID
*DISTRIBUTINGCOUPLING,ELSET=name NodeID,WeightFactor
NodeID,WeightFactor
NodeID,WeightFactor
NodeID,WeightFactor
这种焊点建立方式是在两层单元中建立一个实体单元,将实体单元中相近的节点与焊接面上的单元建立Coupling连接,并可以设定相应的权重系数。
值得注意的是Dcoup3D类型单元并不能被Abaqus/Explicit识别,因此采用C3D8R单元代替Dcoup3D单元,并建立焊点单元与焊接面之间的Tie连接。这种连接方式相比于刚性连接和共节点的连接方式,不会增加局部的刚度,精度更高,更加逼近于焊接的真实情况。
4计算结果及分析
X方向
根据GT/B对电池包抗挤压性能的评价体系,本文对电池包挤压分析结果进行了分析,通过对电池包在挤压过程中的变形(Displacement)、等效应力(vonMisesStress)、结构整体刚度(ReactionForce-Displacement Curve)等几项指标进行了分析。
在挤压过程中,电池包壳体的变形形式决定了能否提供足够的刚度来保护内部电池元件之间不会发生相互干涉,同时也确保电池不会受到挤压而发生电池液泄露等安全事故,因此电池包的变形及位移是作为评价电池包抗挤压性能的重要指标之一。
图5位X方向挤压过程中电池包不同时刻的位移云图。
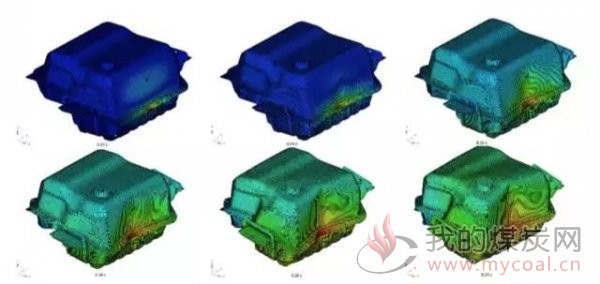
图5.电池包X方向挤压不同时刻位移云图

图6.电池包变形形式
在电池包受挤压后,最开始的变形发生在与挤压面接触的地方,从变形中可以看出,变形最大的部位发生在与挤压圆柱接触区域,且电池包下半部分变形大于上半部分,这主要是因为电池包外壳体结构呈现为阶梯型构造,导致电池包的变形呈现出一种向上凸起折叠的形式,如图6所示。
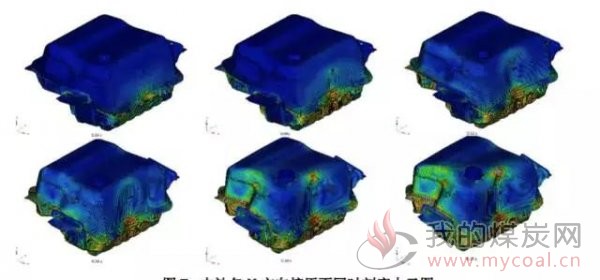
图7.电池包X方向挤压不同时刻应力云图
等效应力通常是作为判断材料是否进入塑性的关键参数,尤其是作为判断关键区域材料是否满足强度要求的主要参考值,因此等效应力也是作为电池包抗挤压性能的重要指标之一。图7为X方向挤压过程中不同时刻的vonMises应力云图。
由于在挤压过程中涉及到比较大的变形和力,大部分材料会进入塑性区域,电池包应力比较大的区域主要集中在受挤压区域以及各个部位倒角处,以及焊接连接处。由于底盘结构的特殊性,底盘上应力值整体都处于比较高的值,尤其是在阶梯状的倒角处,该部位变形明显,底盘应力云图如图8所示。
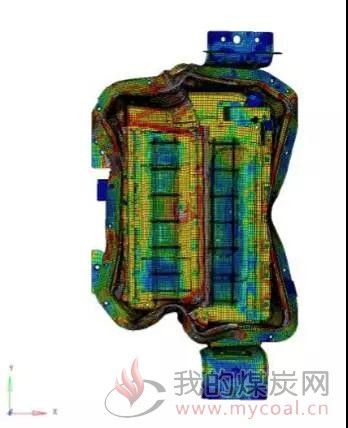
图8.电池包底盘应力云图
支反力-位移曲线作为评价整体结构刚度的最为直观的参数,是考查电池包抗挤压性能的关键指标。
图9为电池包在挤压过程中挤压板上的支反力时间历程,可以看出支反力在挤压初期处于比较小的阶段,这主要是在挤压初期,变形位置主要发生在与挤压板接触的支架上,刚度较低。
在0.06s-0.1s之间,挤压板开始挤压电池包主要结构,同时支架的变形还在继续,这个状态下电池包整体刚度最大,支反力急剧上升,在0.1s之后,支架基本贴合到电池包主体上,整体结构刚度趋近于线性。
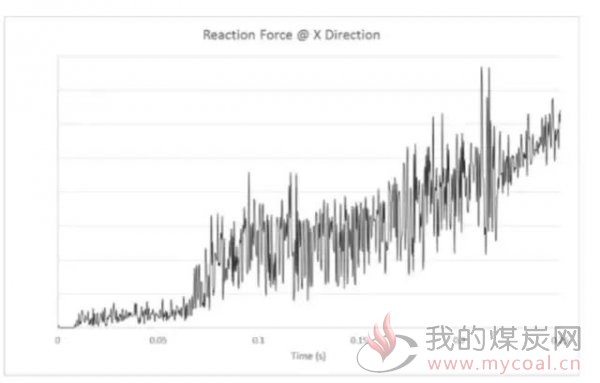
图9.挤压板支反力时间历程
5结语
采用实体单元模拟汽车零部件之间的焊接点有比较高的精度,且符合实际焊接情况。
通过Abaqus/Explicit挤压分析计算,得到了新能源汽车电池包的抗挤压性能参数,保证了电池包在车辆运行过程中的安全性。合理的、流程化的CAE分析计算过程,能够有效的简短开发周期降低开发成本,对产品的设计和优化提供相应依据。