?
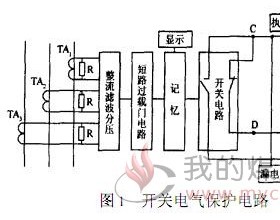
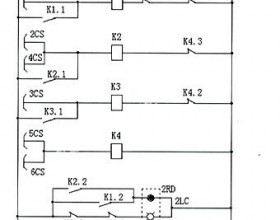
绞车型号牵引力(KN)绳速(m/s)电机功率(KW)钢丝绳直径(mm)电压(v)滚筒直径(mm)外形尺寸(mm)快速慢速快速慢速JWB-90BJ501201.40.5690φ26660/114010403372×1740×1768??? 根据以上数据可计算出此无极绳绞车最大牵引质量,如下:F= (M+M0) (0.02cosβ+sinβ)g+2μqRgL式中F—连续牵引车牵引力,N;M—最大牵引质量,kg;M0—梭车质量,M0=1800kg;β—运行中的最大坡度(10°)μ—钢丝绳阻力系数,可取μ=0.2;qR—单位钢丝绳的质量,qR=2.444/m(φ26);L—运输距离,m,L=3000m(根据现场实际取大值);g—重力加速度。g≈9.8m/s?根据现已知条件计算结果如下:快速:JWB-90BJ无极绳绞车最大牵引质量为19486kg;慢速:JWB-90BJ无极绳绞车最大牵引质量为46382kg;根据牵引质量,计算出现场无极绳绞车慢速运行时,完全能满足牵引1T矿车6辆、5T平板车3辆、20T平板车2辆、30T平板车1辆的满载重负荷要求。无极绳绞车运行时必须根据载重质量,选择使用的运行速度。二、运行前的安全检查1、使用无极绳绞车(以下简称“绞车”)运输前,先检查绞车涨紧装置是否稳固,涨紧基础、前压绳轮固定螺栓有无松动、变位,发现问题应及时处理,严禁携带隐患运行。2、检查绞车电气线路是否完好,开关有无失爆,各处连接螺栓是否紧固,手闸是否在松闸位置及灵活可靠,变速档位是否正确、到位、自锁等。3、检查绞车过卷保护装置、挡车装置及安全设施是否完好,如有问题必须处理。4、检查绞车尾轮固定地锚是否牢固, 尾轮要定期加油,钢丝绳固定是否牢固,有无松动现象,如有隐患必须立即处理。5、检查现场照明、安全设施、语音报警装置是否完好,如发现问题,立即处理。6、检查梭车上的夹绳器是否牢靠,检查牵引车固定钢丝绳的楔块是否有松动现象,如有应立即加以紧固。梭车上的钢丝绳固定是否牢固,防止钢丝绳在运行中松散掉落磨轨枕。7、检查KTL113-S矿用本安型手持机(具有无线通话和打点功能,以下简称“手持机”)是否完好,喊话是否清晰,试停车信号是否灵敏、可靠。在运行前,信号工发出信号,空车试运行后应无异声、异状后,方可运输作业。检查现场信号是否完好,急停、信号是否灵敏、喊话是否清晰,现场信号打点器作为绞车辅助信号使用。8、检查钢丝绳插接部位、磨损、锈蚀及断丝情况,如发现钢丝绳断丝、磨损异常应立即处理或更换。9、检查各轮组是否转动灵活或磨损情况,磨损超限要及时更换。10、检查挂车连接装置(硬性连接)是否完好,焊接处是否有裂纹,杆体无明显弯曲现象。11、轨道道岔位置,信号工必须检查道岔岔尖的密贴情况,保证直线路的畅通。12、绞车运行前,检查所挂车辆数量要求是否符合标准,1T矿车、材料花车可挂不大于6辆(包括6辆),矿车、材料花车混挂不大于6辆(包括6辆),平板车不大于3辆(包括3辆)。当平板车、材料车装载物长度超过5m时,只允许连一辆车,严禁超长物料车一次多挂串车运行。13、运输现场进车运行时,牵引车辆必须挂在梭车后方,拉车运行,向外返车时顶车运行,车辆所装物料必须符合矿装封车管理规定。14、绞车所用的钢丝绳,断丝面积在一个捻距内超过大绳总截面积的25%时,必须及时换新绳。15、通过以上检查,发现问题必须立即处理,处理好安全确认,方可进行运输作业。三、运输期间挪移尾轮施工由于在运输期间需要向工作面切眼方向挪移尾轮,挪移尾轮、更换新绳时必须按照以下要求施工:1、轨道端头与尾轮之间为尾轮挪移区域,该区域内的杂物及浮煤浮矸应提前清理干净,放置的其它物料不得影响钢丝绳敷设路线。2、敷设钢丝绳:钢丝绳采取绞车牵引方式或人工拖运敷设。采用绞车牵引钢丝绳前,必须将无极绳信号闭锁装置延伸至尾轮以外5米处。提前将5T回头滑轮固定,采取打地锚方式固定(施工一根φ22×2200mm锚杆,使用MSCK2370锚固剂2根锚注,且锚固力不低于160kN),φ12.5钢丝绳人工拉至安装5T回头滑轮位置,穿过5T回头滑轮原路拉回至无极绳梭车处,使用不少于3副配套钢丝绳绳卡固定在梭车上。绞车牵引前,将φ12.5钢丝绳与φ26钢丝绳使用不少于3副配套钢丝绳绳卡固定,安全确认后运行绞车牵引。牵引至5T回头滑轮处时及时停车,严禁钢丝绳卡过5T回头滑轮,必须将φ26钢丝绳穿过5T滑轮重新使用钢丝绳卡固定后方可拉运。拉运至尾轮处时,拆下φ26钢丝绳,梭车退至尾轮过卷保护位置,梭车前后轮用40T链环与连接环牢固锁在22kg/m轨道上,梭车前后打“十字木马”挡车。3、松绳插接:操作液压拉紧油缸紧放松钢丝绳,将φ26牵引钢丝绳完全松至自然状态,取下梭车上原钢丝绳卡(若张紧油缸完全放松后钢丝绳还处于紧绳状态,可使用不低于5T手拉葫芦辅助牵引,待松绳后取绳卡)。原钢丝绳与新敷设钢丝绳按标准要求插接,插接长度不小于钢丝绳绳径的1000倍。4、尾轮安装:松绳后将尾轮装置人工抬运至安装地点。尾轮到位后,将尾轮安装位置底板清平,按照尾轮固定孔间距施工6根φ22×2200mm锚杆,每根锚杆使用2根MSCK2370锚固剂锚注,且锚固力不低于160kN。尾轮安装锚杆要求背2个配套锚杆帽固定,并使用加力扳手旋紧。尾轮固定装置固定后,安装绞车尾轮,必须将尾轮与固定装置销插到位,确定无问题方可使用。使用2根φ22×2200mm锚杆,每根锚杆使用2根MSCK2370锚固剂锚注,且锚固力不低于160kN,使用40T圆环链固定于尾轮装置上,使其要求牢固可靠。严禁在巷道底板积水、顶板淋水或底板岩层松软厚度大于1m处施工锚杆。5、紧绳试车:牵引钢丝绳插接完毕,余绳过多可盘放在储绳滚筒上,将钢丝绳绳头使用牵引车专用绳卡固定在梭车上,固定完毕安全确认,操作张紧油缸将钢丝绳张紧调试。张紧结束解开40T链环与挡车“十字木马”,来回牵动梭车查看钢丝绳的张紧是否合适。6、绞车向工作面方向运输物料时,过卷保护装置必须紧跟轨道铺设进度,安装在轨道尽头前6米处,轨道尽头安装卡轨器或者打设“十字木马”阻车。7、根据轨道铺设施工进度,敷设有绞车钢丝绳区间段,按照托绳轮每30米一组,在凸变坡处每3米一组;主压绳轮、副压绳轮根据巷道起伏条件在凹边坡处一般按3米一组,紧跟布置安装。轨道道头与绞车尾轮段钢丝绳磨巷道底板处,安装加工好的托绳轮架,每组托绳轮施工2根φ22×2200mm地锚固定,螺帽上满丝,每根锚杆使用2根MSCK2370锚固剂锚注,且锚固力不低于160kN。 上一页1 2下一页我的煤炭网>新闻>煤安中心>煤安技术>工作面皮带顺槽无极绳绞车运输安全技术措施