陈蔚萍1,陈迎伟2,刘振峰1
(1.河南大学化学化工学院,河南开封475001;2.塔里木中原钻井液公司,新疆塔里木841000)
摘要:介绍了生物质气化的基本原理及有关气化工艺,阐述了生物质气化反应器(气化炉),气化剂、原料粒径、温度、压力等操作条件对生物质气化的影响,论述了生物质气化产品中杂质的脱除方法,提出了我国生物质气化应用亟待解决的问题。
对生物质能开发利用的研究是我国可持续发展技术的重要内容之一,被列入我国21世纪发展议程。生物质能具有可再生性、低污染性、广泛分布性的特点,如何用好这些富碳清洁的可再生资源是我国能源可持续发展的一个主要方向。以热解、气化方式实现低质生物质原料的深层次利用,减少矿物燃料的供应量和直接燃用给环境带来的严重污染,对提高农村生活水平、改善生态环境、保障国家能源安全等方面具有重要意义。
1生物质气化的工艺技术
热化学能转化有4种形式:燃烧、热解、气化和液化。生物质气化作为一种高效洁净的使用方法,在提高生物质利用率及减少污染方面有重要作用,它是生物质热化学能转化中最重要的一种形式,生物质气化后利用率是直接燃烧的3~5倍。生物质作为气化原料和煤相比,具有更好的反应性、其挥发成分含量高、H/C和O/C比高、灰分含量较低、空隙率大、孔径大。这些性质使生物质成为气化的理想原料。
1.1生物质气化原理
生物质气化是指固体生物质(秸杆、锯末等)在高温条件下,与气化剂(空气、氧气和水蒸气等)反应得到小分子可燃气体的过程。该过程主要包括干燥、热解、氧化反应和还原反应4个区域,每个区域之间没有严格的界限。干燥是指对生物质的除湿;生物质热解是指固体燃料在初始加热阶段的脱挥发分或热分解;它在几秒内完成,高温下甚至更短。反应从100℃左右开始,在300~400℃温度段内热解反应最为剧烈,解析出焦油、CO2、CO、CH4、H2等大量的气体,400℃以上时热解气体流率逐渐减少,对生物质最适宜的热解温度为400℃;氧化区的反应主要是气化介质中的氧和生物质中的碳发生反应,放出大量的热,该区温度可达1000~1200℃,反应式为:

还原区没有氧气的存在,在氧化反应中生成的CO2同这里的碳和水蒸气发生还原反应,吸收一部分热量,该区温度为700~900℃:

1.2生物质气化工艺流程
生物质气化后所得到的气体有很多用途,可用来燃烧、发电、合成化学产品等。目前研究最多的是固定床和流化床气化工艺。固定床气化工艺技术简单,操作维护方便,但处理量小,不能连续生产,适合中小规模的工业化生产。流化床技术先进,适应性广,产量大,可连续生产,适合中型或中型以上规模的工业化生产。
1.2.1流化床气化工艺
流化床生物质气化系统主要包括气体发生及气体净化两大部分。气体发生装置为流化床气化炉,米铁等采用炉体沸腾段高1.1m,内径为0.5m,悬浮段直径1.3m,高度2.4m(中试)。炉体外壳为普通碳素钢,内衬厚度为0.2m耐火材料。供料系统采用圆柱形平底振动燃料箱及贯穿燃料箱的开放式供料螺旋,有效地防止了棚料,特殊设计的刮板式螺旋进料口有效防止了供料螺旋塞料。炉体结构悬浮段采用旋转气流,以分离部分粗灰,延长炭粒在炉内的停留时间,尽可能多地裂解焦油。
加大悬浮段截面积,降低气流速度,以减少飞灰带出量。他们设计了环形风室、水平条形风道与垂直风管组合的布风系统,可十分方便地清除燃料中的杂质及碴块,保证气化炉能长期安全运行。净化系统采用旋风除尘器先分离出燃气中较大颗粒的飞灰(85%),而后,采用冲击、旋风水膜及多级喷淋将气体由450℃迅速降至20~30℃(取决于水温)并脱除大部分焦油和粉尘。再经两级分离器后,焦油及飞灰得到进一步脱除。最后,经过滤即可得到清洁燃气。
该生物质气化工艺采用常压空气气化,原料为粒度小于25mm,含水率为5%-20%的花生壳、玉米芯、玉米秸、稻壳、锯末、麦秸和稻秸等,床温在820℃左右,空气当量比(Equivalence Ratio简称ER)保持在0.25~0.33较好,此时燃料气热值在6.2~6.8MJ/m3。
该气化工艺进料系统设计合理,使用方便,棚料、卡料现象少。气化炉悬浮段设计很有特色,能部分裂解焦油,减轻焦油处理的压力。净化系统采用水除焦油,尽管用水量少,但会造成能源浪费和污染环境。如果改用催化裂解除焦油,会有更好的效果,可得到更多的可燃气。另外,空气作为气化介质尽管可以节省成本和容易实现,但燃气中N2含量过高,热值降低。改用空气-水蒸气作为气化介质,也易于实现,可有效地提高热值,并降低N2的含量。
1.2.2两段式气化炉气化工艺
赖艳华等用无喉口下吸式两段供风气化装置进行气化研究,该装置主要由燃料仓、反应段、灰室组成。气化反应器的直径约300mm,在位于炉排上600mm处的器壁上沿圆周方向,均匀安装8个<50mm喷嘴。
在距炉排上300mm处的炉壁上安装<15mm的喷嘴8个,这8个喷嘴即为二次空气的吸入口,二次风入口面积与一次入口面积的比例约为1∶10。反应器的外侧安装100mm厚的石棉层来保温。
原料为大约20mm长、湿度为12.3%的玉米秸,空气作为气化介质,由喷嘴吸入,实验表明在上排喷嘴向下100~200mm处一个峰温度约为680℃;在离二次进风口向下约100mm处,床层达到1080℃以上的最高温。
经除尘后,含焦油的热气体在焦油冷却器中被冷却,用冷浴冷却器收集焦油。结果表明:由于温度显然高于单一的一段供风气化,所以在相同的气化强度下,焦油含量约为一段供风时焦油含量的1/10(0.2g/m3)。
该装置的特点是:在生物质气化过程中,采用两段供风可将着火的热解区与还原区明显分离开来,改变了反应器内的温度场分布,显著地提高还原区的温度,在木炭催化作用下,大大降低了可燃气中焦油的含量。在后续的净化过程中,减少了净化装置,降低了二次污染,节约了生产成本,比较适合小型的工业化应用。
另外赖艳华等在此基础上,在氧化区附近设置一个缩口,实验表明在相同的气化负荷下,随着缩口处气流速度的增加,氧化区的温度呈现明显的上升趋势。缩口处的气体流速升高,对流传质系数也随之升高,从而使气相内和气固间的燃烧速度加快,同时也增加了气体中焦油和氧气之间的燃烧反应,放出更多的能量从而导致反应器内温度普遍升高,有利于焦油的燃烧和裂解,进一步降低焦油的含量,改善反应器的性能。
1.2.3循环流化床工艺
循环流化床气化系统(Circulating fluidized bed gasification systerm)简称CFBGS。从鼓泡流化燃烧开始,然后到循环流化燃烧,最后再到循环流化气化。
CFBGS采用鼓泡式气化炉,基本思想是在同一个反应器中将热解、气化和燃烧过程分开,并且保证了仅仅来自气化器里的焦炭在燃烧区被燃烧。而且,这种气化思想是要在结构紧凑的CFB反应器里气化生物质,燃烧、气化、热解和焦油裂解仅发生在反应釜中。总之,这种联合观念包括了以下的过程:局部氧化;快速热解(伴随着瞬时干燥);气化;焦油裂解以及转移反应。
CFBGS是一种新颖的设计思想,它融合了鼓泡气化炉的流化速度较慢,反应时间充分等一些特点。又有循环流化床的特点,炭得到了循环,回收了能量,提高了反应温度,强化了传热传质过程,也提高了燃烧速率。另外还有二次进风,能大大提高还原区的温度,显著提高焦油裂解的效率。这是一种比较先进的系统,燃气的后处理装置投资少,处理成本比较低,适合规模化工业应用。
1.2.4其他生物质气化技术
干馏技术工艺流程是将生物质原料铡成小段送入气化炉,在隔绝空气的条件下进行热解反应,生成以CO和H2为主的可燃性气体,燃气经过过滤后通过风机进入储气柜,最后通过输配管网送到用户。它的副产品主要有木质炭、木焦油、木醋液等。
等离子体气化技术是一种不同于传统的气化过程,由等离子体提供的高温和高能量环境可以极大地提高反应速度,彻底消除焦油和碳氢化合物,从而提高了气体质量,所得气体能满足合成气的需要。由于生物质的挥发分高,含氧高,非常有利于快速热解产生化学合成气(CO+H2)。这样后续的气体净化和重整过程得到简化,整个系统的转化率也大大提高,但此技术还仅限于理论研究。
高温空气气化技术是用1000℃以上的高温预热空气,在低过剩空气系数下发生不完全燃烧,获得热值较高的燃气。由于空气温度很高,无需使用纯氧气或富氧气体,反应便能迅速进行,气化效率大大提高。该技术可实现“零”排污生产,被称为“环保型”气化技术。另外,过剩空气系数低,灰渣易于处理,结构简单、紧凑,气化效率高,经济性好,但尚无商业应用的报道。
另外还有加压气化、催化气化等技术,但大都处于实验室研究阶段。
1.3生物质主要气化设备
生物质气化技术的核心是设备(气化炉),根据炉型的不同,大致可分为固定床气化炉和流化床气化炉。固定床气化炉适用于物料为块状及大颗粒原料。它制造简便,运行部件少,具有较高的热效率,但内部过程难以控制,内部物料容易搭桥形成空腔,处理量小。流化床气化炉适合含水分大、热值低、着火困难的原料,原料适应性广,可大规模、高效利用。流化床还具有气、固充分接触,混合均匀的优点,是唯一的恒温床上反应的气化炉,反应温度一般为700~850℃,其气化反应在床内进行,焦油也在床内裂解。
1.3.1固定床气化炉
固定床气化炉根据气化炉内气流的运动方向可分为上吸式气化炉、下吸式气化炉、横吸式气化炉和开心式气化炉。最常用的是前两种气化炉。下吸式固定床气化炉生物质原料由炉顶的加料口投入炉内,炉内的物料自上而下分为干燥层、热分解层、氧化层和还原层。优点:结构比较简单、工作稳定性好、可随时开盖添料;气体中的焦油在通过下部的高温区时,一部分被裂解成小分子永久性气体(降温时不凝结成液体),所以出炉的可燃气中焦油含量较少。它的缺点是:由于炉内气体流向是自上而下的,而热流的方向是自下而上的,致使引风机从炉栅下抽出可燃气要耗费较大的功率;出炉的可燃气中含有较多的灰分,且可燃气的温度较高,须用水对其进行冷却。
上吸式固定床气化炉的优点是:可燃气在经过热分解层和干燥层时,将其携带的热量传递给物料,用于物料的热分解和干燥,同时降低自身温度,使炉子的热效率大大提高;热分解层和干燥层对可燃气有一定的过滤作用,所以出炉的可燃气中含灰分量较少。它的缺点是:添料不方便,可燃气中含挥发成分(如焦油蒸气)较多。
1.3.2流化床气化炉
流化床气化炉具有处理量大、传质传热性能好和过程易于控制等优点,是生物质气化的有效设备之一。反应物料中常掺有精选过的惰性材料砂子,在吹入的气化剂作用下,物料颗粒、砂子、气化剂接触充分,受热均匀,在炉内呈“沸腾”燃烧状态,气化反应速度快,可燃气得率高,炉内温度高而且恒定,焦油在高温下裂解生成气体,因而可燃气中焦油含量较少,但出炉的可燃气中含有较多的灰分,原料需要预处理。按气固流动特性不同可将流化床气化炉分为鼓泡流化床气化炉、循环流化床气化炉。
鼓泡流化床气化炉中气流速度相对较低,几乎没有固体颗粒从流化床中逸出,流化速度较慢,比较适合于颗粒较大的生物质原料,而且须增加热载体。而循环流化床气化炉中流化速度相对较高,从流化床中携带出的颗粒在通过旋风分离器收集后重新送入炉内进行气化反应。它的气化速度快,适用于较小的生物质颗料,在大部分情况下,它可以不必加流化床热载体,所以它运行较简单,但它的炭回流难以控制,在炭回流较少的情况下,容易变成低速率的载流床
流化床气化炉良好的混合特性和较高的气固反应速率使其非常适合于大型的工业供气系统。因此,流化床反应炉是生物质气化转化的一种较佳选择,特别是对于灰熔点较低的生物质。
2生物质气化的影响因素
2.1气化介质的影响
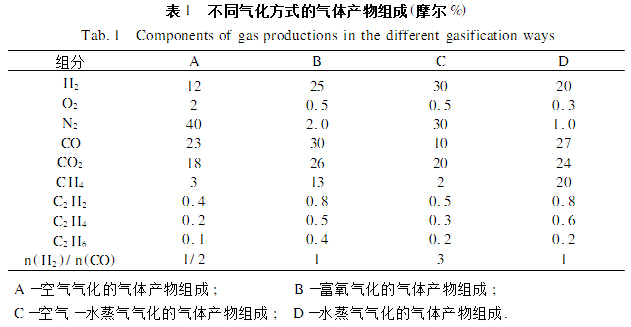
目前生物质气化技术中采用的气化介质主要有4种:空气气化、富氧气化、空气-水蒸气气化和水蒸气气化。4种气化方式相应的气体产物组成见表1所示。前3种气化方式所需能量由部分生物质气化炉内燃烧自给,水蒸气气化需要额外能量。
空气气化所需的设备简单,操作和维护十分简便,运行成本低。其气化组成中氮气含量高,燃气的热值低。富氧气化使运行成本大大增加,但气化产物中H2/CO约为1,且N2的含量很低,适用于合成其他产品。
水蒸气气化需由额外能量(电能或燃油、燃煤等)在高压锅炉内产生高温(大于700℃)的水蒸气,高温的水蒸气在气化炉内与生物质混合后发生气化反应。但高温水蒸气的获得非常困难,需增添设备及维护费,导致生产成本增加。纯氧-水蒸气气化利于合成甲醇。空气-水蒸气气化结合了空气气化设备简单、操作维护简便以及水蒸气气化气中H2含量高的优点,用较低的运行成本得到H2+CO含量高的气体。此可燃气热值高,运行和生产成本较低,适合于其他化学品的合成,是较理想的气化介质。
2.2粒径大小的影响
吕鹏梅等研究了流化床中对松树锯末空气-水蒸气气化中不同粒径下气体组分的变化。CH4,CO,C2H6和C2H4体积随着粒径减小而增加,CO2则相反。粒径从0.2~0.3mm增加到0.6~0.9mm,气体产率从2.57m3/kg降到1.53m3/kg,少产1.04m3的气体。这主要因为粒径越小,热解过程主要通过反应动力学控制,随着粒径的增加,气体扩散过程影响增加,所以气化时应根据气化方式选择合适的粒径。
2.3温度的影响
温度是热解和气化的关键控制变量,王翠艳等研究了在流态化状态下不同生物质原料的气体产物产率、成分随反应温度的变化规律,得出随着温度的升高,生物质热解气化产物的产率增加,热值降低;H2在气体产物中的体积分率增加,而CO和CnHn的含量则有所下降,这样不利于产品气热值的提高,但有利于产气率的增大,碳转化率大;CH4和CO含量减小是因为CH4、CO和水生成CO2和H2,高温提供了热裂解和蒸气气化的适宜条件。
赵俊成等研究了稻壳在管式热解炉中气化时温度的影响,得出随着温度的升高:CO、CH4、O2的百分含量基本不变,CO2的百分含量明显下降,H2的百分含量急剧上升;气体的热值也增加,但是增加的幅度越来越小,温度到了700℃左右,再提高温度没有太大意义;气体的产率不断增加,焦油和木炭的产率不断下降。
2.4压力的影响
PanbanN等在一空气鼓泡加压流化床中气化木质生物质,压力在506.63~2026.5kPa,得出压力增大,脱挥发分的速度减慢而加强了裂解反应,产生的焦油量也减少,气相浓度也减小。操作压力提高,一方面能提高生产能力,另一方面能减少带出物损失。从结构上看,在同样的生产能力时,压力提高,气化炉容积可以减小,后续工段的设备也可减小尺寸,而且净化效果好,所以流化床目前都从常压向高压方向发展,但压力的增加也增加了对设备及其维护的要求。
2.5空气当量比的影响
空气当量比(Equivalence Ratio)简称ER,即实际供给每kg生物质燃烧空气(氧气)的质量与每kg生物质完全燃烧所需空气(氧气)的质量的比值。吕鹏梅等在空气-水蒸气作为气化介质的实验中,保持其它条件不变,只改变空气通入量,使ER从0.19增加到0.27,根据实验结果得出如下结论:ER不是独立的,它与运行温度是相互联系的,高的ER对应于高的气化温度。在一定条件下,气化温度升高使反应速率加快,燃气质量提高。但是高的ER意味着有更多的氧化反应发生,也会使燃气质量下降。并且对此气化介质0.23是交界点,即是最佳值。
3产品处理
生物质气化得到的产品中(以水蒸气做气化介质为例),出口气由H2、CO、CO2、CH4、C2、C3及高级烃组成,同时还有NH3、H2S、灰及焦油,因而就需将出口气净化以供给后续工序(合成,取暖,发电)使用。燃气净化的目标就是要根据气化工艺的特点,设计合理有效的杂质去除工艺,保证后续设备不会因杂质的存在而导致其磨损腐蚀和污染等问题。
3.1除尘(灰)
燃气中的粉尘会引起后续工序中催化剂的污染及中毒,除去粉尘就具有相对重要的意义。在众多除尘方法中,北京煤化所开发的热煤气除尘技术,采用旋风分离器加单管式过滤器,操作条件为0.18~1.15MPa,600~650℃,除尘效率达99%,效果很好。
3.2 NH3的脱除
生物质中的氮元素在气化时转化为生成气中的氨,氨在以后的工序中转化为对大气有严重污染的NOx,故脱除这些杂质对保护生态环境具有重要意义。水洗法是一种经济有效、简单的脱氨方法,在工业上得到了广泛的应用。在常温下经水洗后,气体中的氨含量<200×10-6kg/L。水洗后气体中的微量氨可由吸附法脱除,常用的吸附剂为硅胶和分子筛,吸附后可使尾气中的氨含量小于0.11×10-6kg/L。
3.3硫的脱除
生物质与氧进行不完全氧化生产合成气时,生物质中的硫转化为H2S,尽管只是少量,但H2S会影响气体的后续应用和污染环境。干法脱硫技术近几年得到了广泛应用,如湖北化学研究所开发研究的常温活性炭精脱硫剂和EF-22氧化铁精脱硫剂在国内被许多企业使用,效果良好。
3.4焦油的脱除
焦油的成分非常复杂,大部分是苯的衍生物及多环芳烃,其中苯、萘、甲苯、二甲苯、苯乙烯、酚、茚等占大部分,而且在高温下很多成分会被分解。焦油的存在对生物质气化及其利用会产生不利的影响。首先它降低了气化炉气化效率;其次焦油在低温(200℃)时凝结为液态,容易和水、焦炭等结合在一起,堵塞输气管道,使气化设备运行发生困难。
焦油的产生也有规律,顾念祖、嵇文娟通过研究得出在500℃左右这个温度以下,焦油含量随着温度的升高而增加,高于这个温度,焦油含量却随着温度的升高而减少;焦油在高温(1000~1200℃)下可产生二次裂解,如果采用催化剂可将焦油的裂解温度降低到750~900℃并可提高热解效率达90%以上。
针对气化过程产生的焦油,可采取的好的办法是把它转化为可燃气,既可提高气化炉气化效率,又可降低燃气中焦油的含量,提高可燃气的利用价值。以往简单的水洗或过滤等办法只是把焦油从气体中分离出来,既浪费了焦油本身的能量又产生了大量的污染。热裂解需要很高的温度和足够的停留时间,实现起来有一定的困难。催化裂解法减少了燃气中焦油的含量,是目前最有效、最先进的方法,在大、中型气化炉中逐渐被采用。
在催化裂解中,最关键的是催化剂的选用问题。大量实验表明,很多材料对焦油裂解都有催化作用。王铁军等对松木粉在700℃下气化产生的焦油进行了催化裂解实验研究对几种催化剂的催化性能进行了对比,结果表明综合考虑裂解气体中H2、CO和CH4的含量,在700℃下几种催化剂的催化性能为:Ni基(裂解率99%)>重油裂解(95%)>白云石(59%)>热裂解(31%)。白云石需在高温(900℃)下才有很高的裂解率。由上实验结果可知:Ni基和重油裂解催化剂活性高,效果好,在700℃时即有很高的裂解率,但它们成本较高,积炭又容易造成其失活,在一般生物质气化技术中难以应用;白云石制造成本低,尽管在700℃时裂解率较低,但800℃以上时即有理想的裂解率,900℃时甚至可以达到99.8%,具有很高的实用价值,是理想的生物质焦油裂解催化剂。
焦油的催化裂解除要求合适的催化剂外还要求合适的工艺条件。影响催化效果最重要的因素是温度和接触时间。白云石催化剂所需要的合适的温度为800~900℃,而这一温度与生物质气化温度相近,容易实现。接触时间由气相停留时间和催化剂的比表面积决定,所以气相停留时间和白云石颗粒大小成为催化裂解的重要工艺条件。对于固定床气相停留时间为0.5s和流化床为0.1~0.25s时比较合适,而白云石粒径的合适范围为2.0~7.0mm。
4结束语
生物质在我国丰富而广泛,大力发展生物质气化技术,对缓解能源供求矛盾和减少环境污染有着十分重要的意义。可喜的是生物质气化技术,在一些国家和地区已经有了一些规模化的商业应用。
我国生物质气化技术人员做了很多的研究,基本掌握了生物质气化的规律,也开发了一些生物质气化技术的应用工艺。但由于或多或少地存在着气化效率不高、原料通用性不强、燃气焦油含量高、燃气热值相对较低、灰分含量高等问题,极大地影响了燃气的后续利用以及在国内的推广使用。当前我国生物质气化技术应用亟待解决的问题是:①开发高效、经济的气化设备,解决好燃气的后续处理,尤其是焦油的处理问题;②借鉴国外先进、成熟的技术工艺,进行高起点开发;③随着对生物质气化技术研究的深入,把具有较好应用前景的技术尽快工业化;④对已经存在但尚不完善的工艺进行技术改造。希望通过以上问题的解决能为生物质的广泛利用铺平道路。