1.0绪论
太阳能组件在制作过程中,会有一些质量问题存在,包括电池片移位、气泡、背板褶皱、异物、汇流带弯曲等,本文将主要针对气泡问题展开总结。在介绍气泡产生的原因之前,先了解一下气泡现象会对组件产生何种影响及造成何种后果: 1、IEC61216中第7章严重外观缺陷中d)在组件的边缘和任何一部分电路之间形成连续的气泡或脱层通道中表明存在以上描述的现象,该组件实验将判断不通过。
2、有源器件表面产生的气泡,当存在该问题的组件安装于系统工程上后,受室外环境的影响,组件在发电过程中电池片表面温度约在室温~65℃间,在该种条件下,有源器件表面的气泡会游离、扩展,形成面积较大的脱层,当电池片与玻璃脱离后,受光率将严重受到影响,导致功率的急剧下降;
3、有源器件以外但与有缘器件未存在安全距离,该种气泡在在安装与系统工程之后,不良问题参照上述问题2;
2.0气泡产生的原因及解决方案
对于气泡产生的问题,从气泡出现的位置及表现出来的现象分析原因,气泡出现的位置(表现的现象)可分为一下几种:
1)组件内随即位置出现的气泡,个数较少,多半气泡旁夹带异物;
A、异物引起的气泡且形成气泡通道,如图1
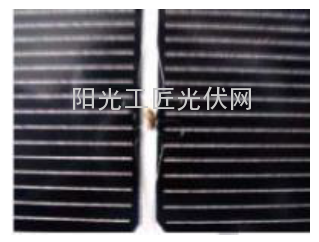
图1异物引起的气泡
解决措施:改善车间操作环境,加强层压前的检查。
B、排版时返修电池片,焊锡渣或残留物(EVA)产生的气泡解决措施:尽量减少在排版台上存在残留物,注意清理干净操作台面。
C:EVA失效(受潮或过期),如图2所示;
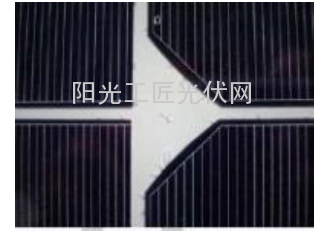
图2EVA失效引起气泡
2)组件内出现大面积气泡,数量较多:
A、设备故障,层压时不抽真空或层压机橡胶板有破损或裂隙,如图3所示;
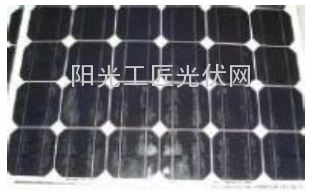
图3大面积气泡
解决措施:1.调整层压参数,重新层压。
2.每天当班做好点检;
3.定期做好设备的维修保养。
B、层压参数不合适
解决措施:针对EVA供应商提供的层压参数,需经过试验后,调整到合适的工艺参数。
3)电池片上互联条旁,出现的气泡或气泡群:
A、助焊剂残留在电池片的互联条两侧,层压时挥发后气体难排出,在互联条两侧产生气泡或气泡群。如图4所示。
电池片上互联条旁,出现的气泡或气泡群
解决措施:
1.在作业指导书上表明助焊剂的用量,控制助焊剂的用量,焊接时保证互联条焊接时保持在浸润状态,互联条不可未达到浸润状态就进行施焊。
2.对于助焊剂在电池片表面的残留,可用酒精进行清洗。
B、排版时返修电池片,造成电池片与玻璃间的EVA烫伤,层压时空气难以抽出,产生个别小气泡。
解决措施:
1.尽量减少在排版台上的返工,返工结束后清理好工作台面。
2.烫伤后的EVA需剔除掉,重新补上同批次新EVA再层压
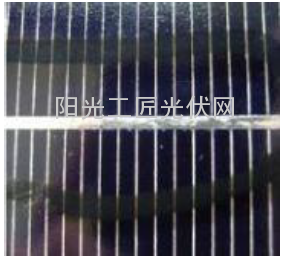
C、焊接虚焊时,虚焊的空隙处气体较难排出,易产生气泡。(如图5所示)
解决措施:焊接时减少虚焊的产生,对产生的虚焊进行修复。
图5虚焊处产生气泡
4)汇流带旁出现的气泡(特别是在隔离处出现频率较多):
A、引出线处隔离较厚,形成的高低落差导气困难,如图6所示

图6汇流带处出现气泡
解决措施:
1.调整隔离厚度。
2.调整层压参数。
B、汇流条厚度过厚,形成的高低落差导致导气困难,如图7所示。
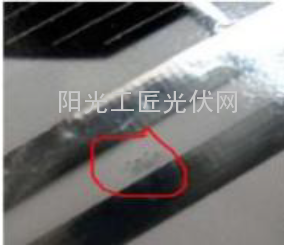
图7汇流带过厚
解决措施:设计时硬充分考虑到零部件涉及标准,另外,在保证达标的前提下,调整工艺参数。
5)操作原因导致气泡,如裸手操作,玻璃清洗残留水分等,应加强车间管理,提高员工素质。
3.0结语
气泡是组件生产过程中最常见的问题之一,公司应制定具体的应对流程,方便出现气泡问题是按解决方案实行,另外应该加强车间的管理,技术人员素质的提高,从预防到补救做到万无一失。(作者微信公众账号:光伏经验网)