摘要:针对目前中国生物质原料复杂多样,以及生物质固体成型燃料加工过程中存在系统配合协调能力差、原料适应能力差、生产率低等问题。该文采用模辊式成型原理,研发设计了有强制喂料系统的成型机以及配套设备,采用二次粉碎工艺以及连续喂料与调制喂料相结合的混配工艺,提出了能够适应多种生物质原料特性的固体成型燃料生产工艺路线,建立了生物质固体成型燃料生产线。试验检测结果表明,采用生物质固体成型燃料生产线的每小时生产率比单机状态下提高了17.3%,经济效益提高13.3%,成型率达到98%,堆积密度和颗粒密度也明显高于单机,达到了设计要求。实现了规模化、连续稳定生产,有利于中国生物质固体成型燃料产业化的发展。
0引言
中国具有丰富的农作物秸秆资源和森林资源。据统计,农作物秸秆年产量每年6亿t左右,约折合3亿t标准煤,林业剩余物约1.5亿t。如何高效综合利用农作物秸秆、林业剩余物等生物质能已成为各国研究的重要课题,生物质固体成型燃料具有易运输、易点火、燃烧效率高、灰分少等优点,燃料密度为1.0~1.4t/m3,体积较原料缩小6~8倍,便于运输和装卸;能源密度相当于中质烟煤,燃烧性能好,热值高,火力持久,炉膛温度高,燃烧特性明显改善,灰分少,在燃烧过程中实现了“零排放”。既可作为农村居民的炊事和取暖燃料,也可作为城镇区域供热和工业锅炉燃料,近年来越来越受到人们的广泛关注。
经过多年的开发研究,中国生物质固体成型燃料技术已经取得了阶段性成果,研发了螺旋挤压式、活塞冲压式、模辊碾压式3种固体成型燃料生产设备,促进了生物质固体成型产业的发展。但总体来说发展比较缓慢,到2008年底,中国生物质固体成型燃料产量约为20万t,主要原因是中国幅员辽阔、各地气候差异大,生物质原料种类繁多、特性复杂,这对成型燃料加工工艺及设备提出了较高的要求。
同时,与国外技术相比还存在差距,仍有一些技术障碍亟待解决,突出表现在:一是与国外主要以木质原料为主不同,中国的生物质成型燃料主要以秸秆原料为主,因秸秆中砂石、硅化物等含量过高,对成型机的关键部件磨损严重;二是设备系统配合协调能力差,运行不稳定,生产率低。目前中国的生物质固体成型燃料生产多为生产率低的单机作业,生产线简陋,匹配耦合能力差,缺乏与主机匹配的原料预处理、输送及喂料等配套设备,导致运行不连续、故障率高等问题;三是固体成型燃料加工设备适应能力差,不同的设备对适用原料种类、粒度和含水率要求各不相同,影响了规模化推广应用。
本文针对中国生物质原料种类繁多、原料特性复杂多样的特点,采用模辊挤压成型原理,开发设计了生物质固体成型燃料加工设备,将农林业剩余物等生物质原料加工成固体成型燃料,以实现工业化连续稳定生产。加工工艺路线采用二次粉碎、连续喂料与调节喂料相结合的混配工艺,生产块状和颗粒两种固体成型燃料。能够适应玉米秸、麦秸、花生壳、棉秆、木屑等农林剩余物,并在北京建成首条规模化、工业化生物质固体成型燃料生产线。
1生物质固体成型燃料及模辊挤压成型原理
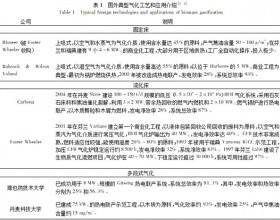
典型的生物质固体成型燃料包括颗粒燃料、压块燃料和棒状燃料,成型设备包括螺旋挤压、活塞冲压、模辊式等类型,其中模辊式成型设备具有生产率高、对原料的含水率要求低、成型过程中不用任何添加剂、粘结剂等优点,适于规模化生产。模辊式块状成型机对原料的尺寸要求低,粉碎后尺寸低于100mm即可成型,但颗粒成型机对粉碎后的原料要求高,试验表明长度大于6mm的原料要低于10%,成型率较高,因此对粉碎有较高的要求。
模辊式成型机主要工作部件是压模与压辊,压模壁均布模孔。生物质原料中含有木质素等物质在70℃以上温度时会软化,在一定的压力作用下可使其与相邻颗粒胶结成型,冷却后即可成为固体成型燃料[13]。模辊式成型机利用生物质的这种特性,在成型室中,物料经匀料板沿整个压辊宽度均匀分布,将原来分散的、没有一定形状的生物质原料在压模和压辊的强制压力作用下,靠机械与生物质原料之间及生物质原料之间相互磨擦产生的热量,使木质素软化,经挤压成型而得到具有一定形状和规格的固体成型燃料。其加工过程可分为2个阶段[16]:松散压缩阶段和压紧阶段。松散压缩阶段,原料由松散的物料被逐步排列紧密;压紧阶段,是在第一阶段基础上加大作用力和强度,使细小颗粒相互之间紧密填充而互相啮合,压缩成型。
2生物质固体成型燃料加工工艺
2.1工段组成
本加工工艺主要包括原料粉碎、干燥、输送、混配、喂料、成型、切断、冷却、计量包装等工序,整体上可分为3个工段,即原料预处理工段、固体成型工段、辅助配套工段,具体如下:
1)原料预处理工段
原料预处理工段包括原料接收、粉碎、干燥、混配等工序。
原料接收:生物质原料自堆料场转运至投料棚,沿着喂料输送带方向顺序堆放,准备投料。同时,暂存部分原料,以保证原料在一个班次连续足量供应。
粗粉碎:由于农作物秸秆等生物质原料尺寸较大,不能直接用于成型加工,粗粉碎工序的主要任务是将尺寸较大的秸秆粉碎成短而细的颗粒状原料,以备二次精细粉碎。
刮板输送:将原料由粉碎工序输送到精细粉碎机,经二次粉碎后,粒度小于5mm,输送至原料仓,同时还可对原料进行自然烘干。
提升与混配:用提升机将原料暂时储存在原料仓内,在仓内安装抄板,对原料进行搅拌与混合,保证喂料顺畅,成型连续生产。
螺旋输送:保证实现连续、均匀喂料。
2)固体成型工段
固体成型工段包括调质喂料、成型加工、切断等工序。
调质喂料:将原料仓的粉料调质混合,连续稳定地输送至成型设备。
固体成型:由固体成型机将原料挤压成型。
切断:在固体成型机内装有可调节间隙的切刀,根据用户需求将挤压出的燃料切断,便于包装贮运。
3)辅助配套工段
辅助配套工段包括冷却、除尘、空压、添水、计量包装等工序。
冷却:从固体成型机刚出来的成型燃料温度为75~85℃,这种状态易破碎,不宜贮运。冷却工序的任务是将加工成型后的高温燃料进行降温,使其温度能够达到包装储存的条件。整个工艺流程中配套组合冷却机,通过冷却工序,带走固体成型燃料热量和水分。
除尘:采用旋风分离、脉冲除尘清除生产加工过程中的粉尘,达到国家规定标准。
添水:根据原料的特性及含水率情况,适当添加水分进行调湿,满足固体成型的要求。
计量包装:对成品进行计量,实现机器包装。
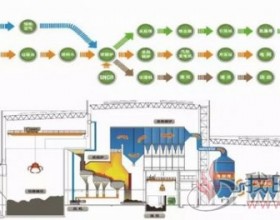
2.2工艺流程
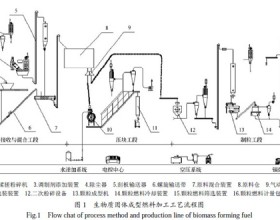
本加工工艺流程如图1。
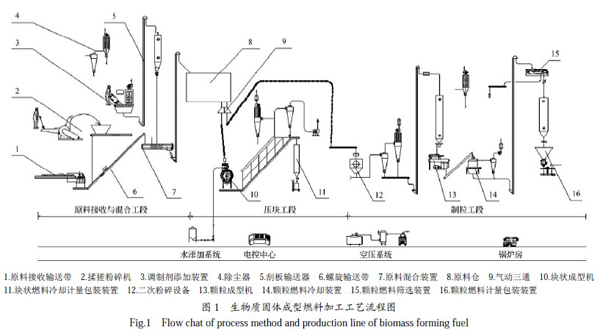
工作时,原料接收后进入粉碎工序加工,通过刮板输送、螺旋输送装置连续输送,保证原料充分混合,调质均匀,水分一致。同时,根据喂料速度以及成型速度的要求,在原料揉搓粉碎装置调制主原料,根据主原料的特性以及成型要求,在添加调制剂装置中添加调剂原料,如粉碎后的秸秆含水量较高,则要加入花生壳,这将有利于成型。所有原料经刮板输送装置提升到原料混合仓,进行混合。
本工艺中专门设计压块燃料和颗粒燃料切换工序,可根据生产计划实现两种类型固体燃料生产切换。当转换到压块工段时,原料将被输送至压块喂料装置,而后喂入压块机,成型后的压块燃料经过冷却进入计量包装装置打包入库;当转换到颗粒成型工段时,物料进入二次粉碎装置进行精细粉碎,通过输送装置进入强制喂料器,喂入颗粒成型机加工成颗粒燃料。
由于从颗粒成型机里出来的颗粒燃料温度较高,需强制冷却后,再进入颗粒燃料筛选装置,经过筛选后,未成型或者成型不合格的颗粒将进入二次粉碎装置,再进行成型;合格的颗粒燃料经过计量包装装置,称重包装入库。
根据原料的特性及含水率情况,适当添加水分进行调湿,满足固体成型的要求,另外增加高效除铁装置,保护成型机的关键部件,提高使用寿命。在粉碎阶段、成型阶段和冷却阶段均装有除尘装置,减少粉尘污染,保证生产安全。
2.3工艺特点
本工艺路线的特点如下:
1)采用连续喂料和调制喂料相结合的混配工艺。将整个生产线输送、喂料等工序设计为连续喂料系统和调制喂料系统,主要生物质原料采用连续输送系统,将需要调节的部分主原料或者调剂原料采用调制喂料系统。
2)在原料预处理工段选用刮板输送工艺,在固体成型工段选用螺旋输送工艺,提高了原料输送效率。
3)对成型机前端的喂料结构采用变频喂料和调质喂料整体合一,针对农作物秸秆、林业剩余物等增加强制喂料机构。
4)采用二次粉碎工艺,先对生物质原料进行粗粉碎,进入喂料系统后进行二次精细粉碎。二次粉碎工艺能够将物料进行细粉,提高了生产率,同时在一次粉碎后经过输送混配,能够保证生物质原料有相同的湿度,有利于成型,解决了生物质原料复杂多样的问题。
3生物质固体成型燃料配套设备
根据生物质原料特性与成型燃料产品的质量要求,以及上述生产工艺路线,对生物质固体成型燃料设备进行了设计研发,对粉碎机、冷凝器、除尘设备、输送设备等配套设备进行了优化选型,提出生物质固体成型燃料主要设备匹配方案。
3.1生物质固体成型燃料成型机
3.1.1成型机原理
本机采用常温压缩工艺技术路线,主要利用环形压模和与其相配的圆柱形压辊等工作部件(压粒器)实现成型。成型原理如图2所示,主要有匀料器、压辊、环模、切刀等部分组成。
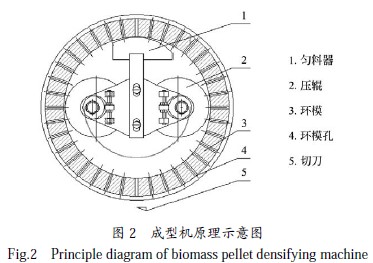
工作时,生物质原料在配料仓内进行搅拌混合,调质处理,随后螺旋供料器将物料喂入固体燃料成型机,在成型机中,匀料器将调质好的物料均匀地分配到模、辊之间。环模由电机带动回转,安装于环模内的压辊(一般2~3只)由压模通过模辊间的物料及其间的摩擦力使压辊自转不公转,由于模、辊的旋转,将模、辊间的物料嵌入、挤压,最后成条柱状从模孔中被连续挤出来,再由安装在压模外面的固定切刀切成一定长度的颗粒燃料。
3.1.2整机结构
采用辊-模原理,能够将各种生物质原料压缩成颗粒燃料,主要结构如图3所示,包括底座、成型电机、联轴器、喂料器电机、强制喂料器、吹料器、出料口以及成型室等部分组成。
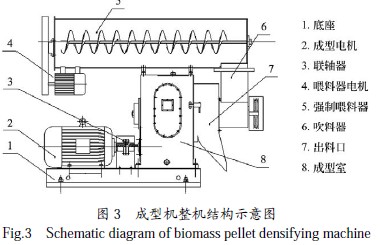
本机采用环模结构,安装2个压辊,固定在压辊轴上,压辊轴是偏心的,转动压辊轴即能改变模辊间隙,间隙的调整是通过转动调隙轮来实现的。
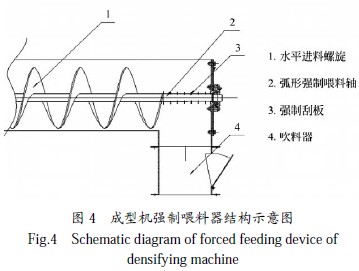
考虑到生物质原料的复杂性、多样性,研究设计了强制喂料器,结构如图4,在喂料器前端采用水平螺旋进料,在后端,采用弧形强制喂料轴,并且在上面焊有强制刮板,其目的是保证物料在水平运动后垂直向下运动,同时防止物料的堆积、缠绕、反料等现象。强制刮板的排列方式按照类似双螺旋线左右对称排列,工作过程中,左右对称的强制刮板同时向下输送物料,保证弧形强制喂料轴受力均匀,而且不会使物料有向一侧推移的可能。
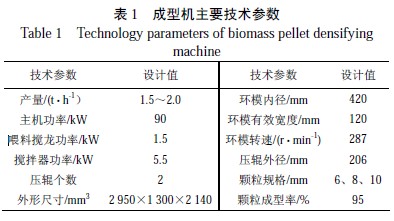
环模的孔形、厚度和开孔率等技术参数与颗粒的生产质量和效率有着密切的关系。物料挤压试验表明,环模压缩比为5.5的生产线纯小时生产率比环模压缩比为6的生产线纯小时生产率提高了9.7%,但随着环模压缩比的降低,能耗将增加,因此本成型机的环模压缩比设计为5.5。另外环模的孔径太小、厚度太厚,则生产效率低下、成本费用高,反之则颗粒松散、影响质量和颗粒效果。因此,科学地选用环模的孔形和厚度等参数是高效、优质生产的前提。因此,本机环模孔形采用直形孔,环模厚度为80mm,模孔有效长度为44mm,模孔的锥形孔进口直径为10.5mm,减压孔的深度为8mm,直径为8.5mm。
由于生物质原料纤维细长,粉碎粒度较大,成型机压制室出料困难,导致生产率低下。同时,物料的恶劣特性造成成型机环模磨损过快,使用寿命短,增加了生产成本。本机环模采用合金钢材料。
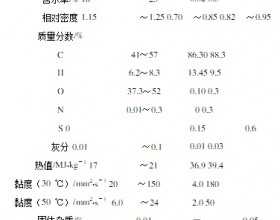
主要技术参数如表1。
3.2其他辅助设备
本项目粗加工的生物质原料要求含水率在15%~20%以内,兼顾适用性和经济性,粗加工设计在连续喂料系统配备一台揉搓机和一台水滴牧草粉碎机,调节喂料系统配备一台牧草粉碎机。根据设计要求,水滴粉碎机生产能力3~4t/h,它具有内藏式转子结构,水滴型安装形式,粉碎室振动,物料出筛畅通,更科学、合理,消耗配件少等优点。上部采用叶轮式喂料器喂料,通过主机电流的反馈控制可实现喂料量的自动控制。转子的锤片为真空熔焊硬质合金锤片,采用对称平衡排列。每副寿命可达900~1000t以上。粉碎室下部中央设有底槽,可经受锤片打击拽引的料层重新翻动分层、打击粉碎,可提高粉碎机的过筛能力和产量。电机和粉碎机安装于同一底座上。底座下安装有万能减震垫。
冷凝器、除尘设备、输送设备等其它配套设备按照工艺要求进行配选。
4试验与结果分析
按照本文设计的生物质固体成型燃料加工工艺路线和相关的配套设备,建立了年产1万t的生物质固体成型燃料生产线,主要以玉米秸、木屑为主,同时能够加工处理麦秸、棉秆、花生壳等,生产颗粒燃料和压块燃料。
2008年农业部农机试验鉴定总站对生物质固体成型燃料生产线进行了试验检测,并将粉碎后的物料采用人工进料方式进行单机对比试验。
生物质原料主要以玉米秸秆为主,检测指标包括颗粒成型率、纯小时生产率、颗粒密度等。生产线以及单机条件下的测试结果如表2。
试验结果表明,在满负荷状态下,生物质固体成型燃料生产线和成型机单机的生产率均超过2t/h,均达到了设计标准(1.5~2t/h),成型率、堆积密度、颗粒密度和机械耐久性均能够满足生物质颗粒燃料的标准要求,这表明设计的生物质固体燃料成型机能够满足生产要求。
在生物质固体成型燃料生产线中,颗粒燃料的纯小时生产率达到2.47t/h,比单机状态下提高了17.3%,成型率达到98%,机械耐久性达到98.5%,堆积密度和颗粒密度也明显均高于单机状态,结果表明采用生产线的生物质颗粒成型特性要优于单机状态下,这说明通过对原料粉碎、输送、喂料、成型、冷却、计量包装等工序的匹配和优化设计,能够提高生产率,实现工业化、连续稳定生产。
对于单机作业,运行时间超过1h后,由于采用人工进料,劳动强度大,造成生产率明显下降,不能满足成型机设计要求,同时由于混合不均匀,也造成成型率和颗粒密度低。
由于在整个生产线上配套了除尘、降噪设备,在整个生产过程中测试的粉尘浓度均低于国家标准要求,噪声小于90dB,符合国家标准要求,而在单机状态下,噪声、粉尘均超过了国家标准要求。
两种条件下原料成本、设备维护、管理成本等相差不大,整个生产线的吨功耗成本比单机状态下高14元/t,由于生产线实现了自动化生产,人工成本比单机状态下低10元/t,因此生产线条件下每吨成型燃料成本略高于单机状态,但由于生产率高17.3%,总的经济效益比单机状态下高13.3%。
5结论
本文设计了一种生物质固体成型燃料加工生产线及相关的配套设备,采用二次粉碎、连续喂料与调节喂料相结合的原料混配预处理工艺,并研究设计了带有强制喂料器的生物质固体成型燃料模辊式成型机,建立了生物质固体成型燃料生产线。
采用本文设计的生物质固体成型燃料加工工艺以及配套设备和单机状态下进行对比试验,结果表明采用生物质固体成型燃料生产线的纯小时生产率比单机生产状态下提高了17.3%,成型率达到98%,经济效益提高13.3%,堆积密度和颗粒密度均高于单机生产状态,生产线粉尘、噪声等生产环境指标也达到国家标准,能够满足设计生产要求,能实现规模化、连续稳定生产,为我国生物质固体成型燃料产业化提供了技术支撑和装备保障。姚宗路,田宜水,孟海波,赵立欣,霍丽丽(农业部规划设计研究院,北京100125)